 2020-05-12
2020-05-12 441
441ЛЕКЦИЯ 10 «Инструмент для образования резьбы»
Наружные и внутренние резьбы на деталях получают следующими основными способами:
1. Нарезание профиля резьбы режущим инструментом;
2. Выдавливание профиля резьбы выдавливающим инструментом;
3. Накатывание профиля резьбы накатным инструментом.
Обработка резьбы резанием осуществляется:
1. Резьбовыми резцами;
2. Гребенками;
3. Метчиками;
4. Резьбовыми плашками;
5. Резьбонарезными головками;
6. Резьбовыми фрезами;
7. Ниточными шлифовальными кругами.
Процесс резания характеризуется срезанием слоя металла по профилю впадины.
Процесс выдавливания характеризуется наличием больших сил трения, так как инструмент и деталь работают по принципу пар скольжения без зазора. По этому принципу работают бесстружечные метчики для внутренних резьб и выдавливающие плашки для наружных резьб.
Процесс накатывания резьбы осуществляется при силовом качении инструмента по поверхности заготовки. Отличается от выдавливания тем, что инструмент и деталь образуют пару качения, а не скольжения, что значительно уменьшает силы трения.
К инструментам для накатывания относятся:
1. Резьбонакатные плоские и сегментные плашки;
2. Резьбонакатные ролики;
3. Резьбонакатные головки (аксиального, тангенциального и радиального типа).
При выдавливании и накатывании профиль резьбы образуется за счет пластической деформации металла.
Расчет и конструирование метчиков.
Формирование впадины резьбового профиля может происходить по генераторной, профильной или профильно-генераторной схеме. Основной является генераторная схема; другие схемы реализуются в работе специальных метчиков (плашечных, маточных и т.д.).
Виды метчиков.
Инструментальной промышленностью выпускаются метчики следующих видов:
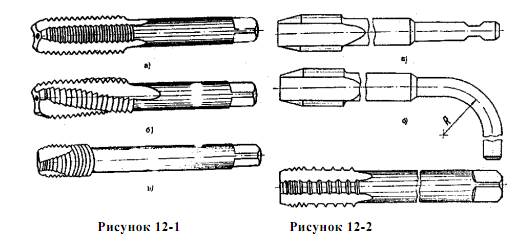
1. Машинно-ручные метчики предназначаются для нарезания резьбы машинным или ручным способом, машинные метчики – для нарезания резьбы машинным способом. Машинно-ручные и машинные метчики изготавливаются: а) с прямыми стружечными канавками (рис. 12-1),
б) с винтовыми стружечными канавками (рис. 12-1); в) с укороченными стружечными канавками (рис. 12-1).
2. Гаечные метчики предназначаются для нарезания резьбы в гайках. Гаечные метчики изготавливаются: а) с прямым хвостовиком (рис. 12-2);
б) с изогнутым хвостовиком (рис. 12-2).
3. Машинно-ручные и гаечные метчики с вырезанной ниткой в ГОСТах — метчики с шахматным расположением зубьев (рис. 12-2).
Области применения метчиков.
В машиностроении наиболее широко используются метчики с прямыми стружечными канавками. Они применяются при нарезании резьбы в конструкционных материалах, нержавеющих сталях и сплавах. Метчики с прямыми канавками технологичнее, что определяет их более низкую себестоимость по сравнению с другими видами.
 |
Метчики с винтовыми канавками применяются при нарезании резьбы в отверстиях с прерывистой поверхностью (с окнами, прорезями), а также для облегчения вывода стружки из отверстия.
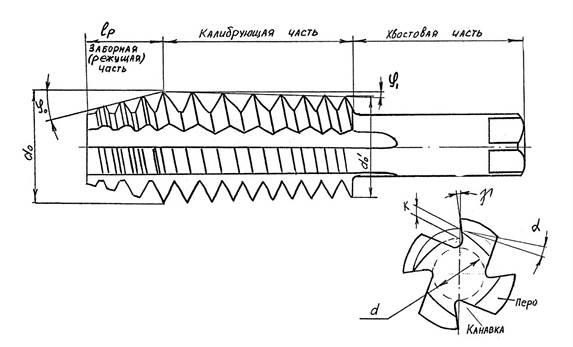
Метчики состоят из следующих основных частей:
1. Режущей части, которая формирует резьбовой профиль;
2. Направляющей части, которая служит для центрирования, направления и самоподачи метчика и является запасом для переточек;
3. Хвостовой части, которая служит для крепления метчика в патроне, и передачи крутящего момента.
Конструктивные элементы метчика, подлежащие расчету.
| Обозначение | Наименование параметра |

| Длина метчика |

| Длина до сварного шва |
 или или 
| Длина и угол режущей части метчика |

| Длина направляющей части |

| Диаметр режущей части на переднем торце метчика |
 или или 
| Задний угол или величина затылования по задней поверхности |
 или или 
| Вспомогательный задний угол или величина затылования по профилю |

| Передний угол |

| Угол подточки |

| Угол винтовой канавки |

| Число зубьев метчика |
Величина срезаемого слоя:  , где
, где  мм,
мм,  – шаг резьбы. Если
– шаг резьбы. Если  мм, то стружка будет тонкой и будет сопоставима с радиусом скругления режущей кромки, а тогда резания не будет, а будет пластическая деформация. Угол оказывает решающее влияние на стойкость метчика:
мм, то стружка будет тонкой и будет сопоставима с радиусом скругления режущей кромки, а тогда резания не будет, а будет пластическая деформация. Угол оказывает решающее влияние на стойкость метчика: 
 , где
, где 
где  – коэффициент, учитывающий вид обрабатываемого материала и определяемый по справочникам.
– коэффициент, учитывающий вид обрабатываемого материала и определяемый по справочникам.
По мере износа метчика момент резьбонарезания возрастает и при достижении нормативного критерия затупления возрастает до 3 раз. Допустимым является, то значение , при котором выполняется соотношение:
 .
.
где  – крутящий момент разрушения метчика;
– крутящий момент разрушения метчика;  – коэффициент запаса прочности метчика ( =2…2,5);
– коэффициент запаса прочности метчика ( =2…2,5);  – момент резьбонарезания при затуплении до нормативной величины. Значение критических моментов разрушения метчиков с размерами М6…М30 определяются по формуле:
– момент резьбонарезания при затуплении до нормативной величины. Значение критических моментов разрушения метчиков с размерами М6…М30 определяются по формуле:
 ,
,
где  – коэффициент, учитывающий число стружечных канавок.
– коэффициент, учитывающий число стружечных канавок.

Направляющая часть: окончательное формирование резьбового профиля заканчивается после прохода первых направляющих зубьев. Последующие зубья участвуют в калибровании резьбы и служат для центрирования и направления, для обеспечения подачи метчика, а также резервом для переточек.
Длина направляющей части метчика:
 ,
,
где  – число переточек;
– число переточек;  – величина стачивания за одну переточку.
– величина стачивания за одну переточку.
Длина резьбовой части метчика:
 .
.
Передняя поверхность и передний угол γ образуются стружечной канавкой метчика. Для плавного схода стружки по передней поверхности на ней не должно быть уступов и резких переходов и шероховатость
 мкм.
мкм.
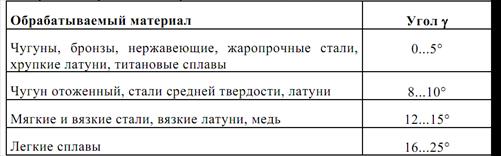
Задний угол на метчике получается при радиальном затыловании по наружному диаметру. Затылование метчиков производится, как правило, по архимедовой спирали. Величина угла α зависит от обрабатываемого материала, вида отверстия, а также от вида метчика.


Боковые стороны режущего и направляющего профилей метчика выполняют функции ходового винта, то есть обеспечивают осевое продвижение на величину шага за один оборот, и центрирование инструмента. Пересекаясь с передней поверхностью, они образуют вспомогательные лезвия на режущих и направляющих профилях.
Для уменьшения трения между метчиком и нарезаемой резьбой метчики изготавливают с обратной конусностью, которая находится в пределах 0,05...0,1 на 100 мм длины.








