 2015-04-08
2015-04-08 367
367Департамент образования и науки Кемеровской области
Государственное образовательное учреждение
Среднего профессионального образования
"Сибирский политехнический техникум"
Ремонт шатуна двигателя ЯМЗ-240
Курсовой проект
МДК.01.02 Техническое обслуживание и ремонт автотранспорта
Пояснительная записка
КП.190631.РА.00.00.ПЗ
Разработал студент группы МА-11
__________ Хрушкомолов П.А.
"__" __________ 2015 г.
Руководитель проекта
__________ Шумилова Н.В.
"__" __________ 2015 г.
Содержание
| Лист | |
| Введение | |
| 1 Технология восстановления детали | |
| 1.1 Назначение, устройство и условие работы детали | |
| 1.2 Характерные дефекты детали | _ |
| 1.3 Способы устранения дефектов детали | _ |
| 2 Конструирование технологической оснастки | _ |
| 2.1 Технологическое оборудование, технологическая оснастка | _ |
| 2.2 Назначение, устройство и принцип действия приспособления | _ |
| 3 Техническая безопасность при выполнении работ | _ |
| Литература | _ |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.190631.РА.00.00.ПЗ |
| Разраб. |
| Хрушкомолов П.А. |
| Провер. |
| Шумилова Н.В. |
| Лит. |
| Листов |
| ГОУ СПО СПТ МА-11 |
Введение
В настоящее время авторемонтное производство является достаточно крупной отраслью промышленности, наряду с автомобилестроением призвано удовлетворять растущие потребности народного хозяйства страны в автомобилях, агрегатах, деталях. Благодаря ремонту срок службы автомобилей значительно повышается, а парк автомобилей, участвующих в транспортном процессе, намного увеличивается. Вторичное использование деталей с допустимым износом и восстановление изношенных деталей, узлов и механизмов, способствует успешному решению проблемы снабжения автохозяйств и ремонтных предприятий запасными частями и даёт большую экономию различных материалов.
Транспорт является одной из насущных потребности современного общества, обеспечивающих жизнедеятельность человека. На автомобильный транспорт приходиться более 80% общего количества перевозимых грузов. В связи с разукрупнением предприятий, расширением сети межпроизводственных связей, но уменьшением объемов партии транспортируемых грузов возрастает роль автомобиля как наиболее мобильного и доступного транспортного средства. Так как автомобили перевозят грузы, по сравнению с другими видами транспорта, на небольшие расстояния, то удельный вес грузооборота автомобильным транспортом в России остается всего 7% от общего грузооборота страны, в то время как в зарубежных странах этот показатель доходит до 75%.
Развитие автомобильных грузоперевозок в России сдерживается различными факторами, в частности, недостаточно развитой сетью автомобильных дорог и их невысокими эксплуатационными характеристиками. Тем не менее, автомобильный парк непрерывно растет и пополняется транспортными средствами как отечественного, так и зарубежного производства. Изменение экономических условий развития страны вызывает потребность пересмотра структуры парка автомобилей, снижение эксплуатационных затрат и придания автомобильному транспорту более высоких потребительских качеств.
1 Технология восстановления детали
1.1 Назначение, устройство и условие работы детали
Шатун-деталь, соединяющая поршень и шатунную шейку коленчатого вала. Служит для передачи возвратно-поступательных движений поршня к коленчатому валу.
Шатун двигателя ЯМЗ- 240 изготовлен из стали 40Н2МА,а крышка из стали 40Х.
Шатун соединен с крышкой двумя болтами, ввернутыми в резьбовые отверстия тела шатуна. Фиксация шатуна и крышки осуществляется по шлицам и фиксирующему поясу на одном из шатунных болтов. Шатун с крышкой составляют комплект, одна из деталей которого не может быть заменена деталью другого комплекта. Перед сборкой шатуна резьбу болтов смазывают графитовой смазкой. Затяжку начинают с длинного болта тарированным ключом крутящим моментом 20-22 кгс  м. В нижней головке шатуна имеется отверстие диаметром
м. В нижней головке шатуна имеется отверстие диаметром  мм под вкладыши подшипников, в верхней головке – отверстие диаметром
мм под вкладыши подшипников, в верхней головке – отверстие диаметром  мм под бронзовую втулку.
мм под бронзовую втулку.
Шатун относят к классу «некруглые стержни»
В процессе работы на шатун действуют значительные нагрузки от давления газов в цилиндрах и инерционных сил, что вызывает напряжение изгиба и кручения в условиях повышенной температуры и контактных, циклических нагрузках на поверхности отверстия.
1.2 Характерные дефекты детали
Основные дефекты детали приведены в таблице 1.1. (согласно техническим условиям на капитальный ремонт двигателя ЯМЗ-240).
Нумерация дефектов соответствует условным обозначениям на эскизе детали.
Эскиз детали приведен на рисунке 1.1.
Таблица 1.1 –Основные дефекты шатуна двигателя ЯМЗ-240
| Дефекты | Размеры,мм | Заключение | ||
| Номинальный | Допустимый без ремонта | Допустимый для ремонта | ||
| Трещины любого размера и расположения | Браковать | |||
| Отклонение торцов верхней и нижней головок от положения в одной плоскости | 1.0 мм | - | - | Браковать |
| Износ отверстия верхней головки под втулку | Менее 50.08 | Более 50.08 | Развернуть до правильной формы, направить, обработать под номинальный размер | |
| Износ отверстия нижней головки | Менее 92 | Более 92 | Обработать до правильной формы, направить, обработать под номинальный размер | |
| Изгиб и Скручивание | Изгиб менее 0,04 и скручивание менее 0,03 на длине 100 мм | Изгиб более 0,04 и скручивание более 0,03 на длине 100 мм | В случае не параллельности и отклонения от положения более 0,04 мм на длине 100 мм ремонтировать правкой. Браковать при изгибе или скручивании, неисправимых правкой; |
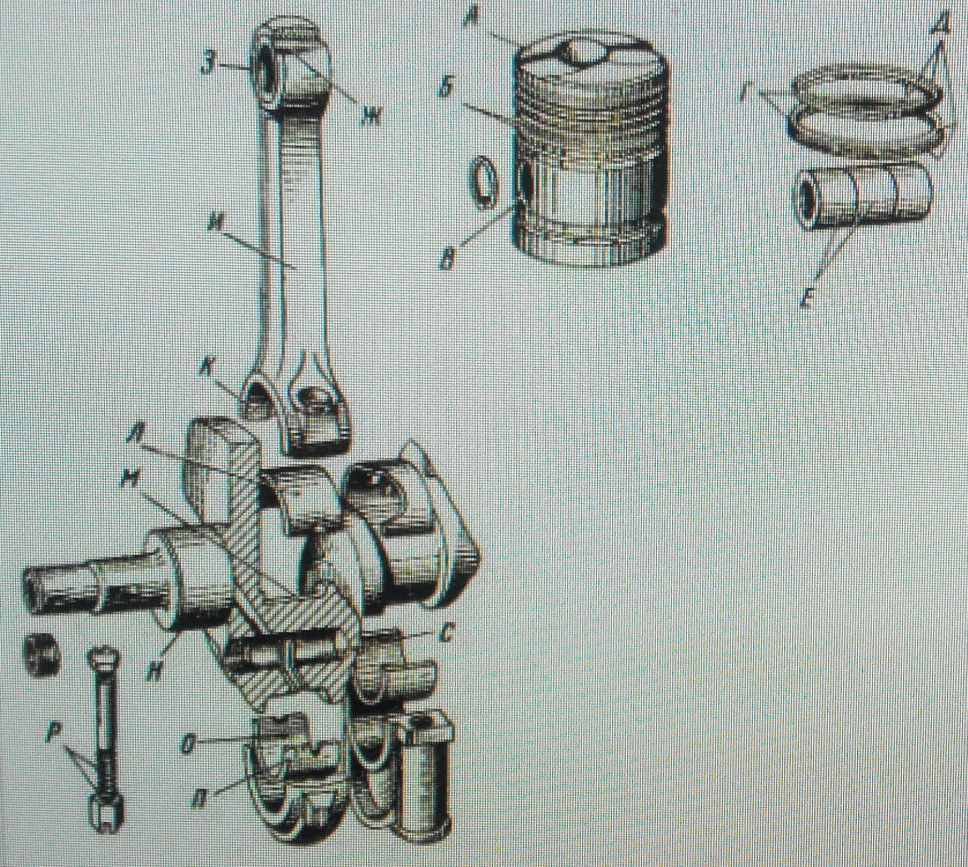
А) Отложение нагара, кокса, смол;
Б) Износы канавок;
В) Износы отверстий под палец в поршне;
Г) Износы наружной поверхности колец;
Д) Износы колец по высоте;
Е) Износы пальца с наружи;
Ж) Износ втулки с наружи шатуна;
З) Износ втулки внутри шатуна;
И) Износ и скручивание шатуна;
К) Износ нижней головки шатуна внутри;
Л) Износ с наружи вкладыша;
М) Износ шатунной шейки;
Н) Износ коренной шейки;
О) Износ изнутри вкладыша;
П) Снятие фиксирующих усиков вкладыша;
Р) Срыв и смятие резьбы шатунных болтов;
С) Отложение продуктов износа.
1.3 Способы устранения дефектов детали
В нижней головке шатуна имеется отверстие диаметром  мм под вкладыши подшипников, в верхней головке - отверстие диаметром
мм под вкладыши подшипников, в верхней головке - отверстие диаметром  мм под бронзовую втулку. Внутренняя поверхность втулки окончательно обработана до диаметра
мм под бронзовую втулку. Внутренняя поверхность втулки окончательно обработана до диаметра  мм после запрессовки в отверстие верхней головки шатуна, при этом колебание размера для одного шатуна должно быть не более 0,004 мм.
мм после запрессовки в отверстие верхней головки шатуна, при этом колебание размера для одного шатуна должно быть не более 0,004 мм.
В процессе эксплуатации двигателя у шатунов могут возникать следующие неисправности: изгиб и скручивание, износ отверстий в нижней головке и бронзовой втулке.
Шатуны с указанными неисправностями восстанавливают.
Шатуны, имеющие трещины любого размера и расположения, а также отклонение торцов верхней и нижней головок от положения в одной плоскости более чем на 1,0 мм, выбраковываются.
Проверка на отсутствие трещин осуществляется на магнитном дефектоскопе в магнитном поле при силе тока 800 Л.
Бронзовую втулку из верхней головки выпрессовывают при износе отверстия во втулке более 50,08 мм или при ослаблении посадки втулки.
Для ремонта устанавливают крышку на шатун и крепят болтами. Окончательную затяжку болтов крутящим моментом 20—22 кгс-м производят на приспособлении, показанном на рис. 69.
Шатун торцом нижней головки устанавливают на площадку планки 1, головку болта крепления крышки шатуна вставляют в головку 2 приспособления и включают электродвигатель 3. В момент затяжки болта с усилием 20—22 кгс-м реактивные силы поднимают правый конец планки 1 с грузом 7 вверх; планка нажмет на концевой выключатель 6, который выключит электродвигатель 3. Затяжку второго болта производят в том же порядке.
Погнутые шатуны с кривизной, не превышающей 1,0 мм на длине шатуна, допускается исправлять обработкой торцов верхней головки шатуна. Правка шатуна не допускается.
Торец верхней головки обрабатывают с двух сторон в размеры, показанные на рис. 68. Внутренний диаметр нижней головки шатуна проверяется после контрольной затяжки шатунных болтов
2 Конструирование технической оснастки
2.1 Технологическое оборудование, технологическая оснастка
Для устранения основных дефектов шатун двигателя выбираем технологическое оборудование и технологическую оснастку.
При выборе оборудования руководствуемся следующими исходными данными:
Габаритные размеры детали, требуемая точность и шероховатость поверхности, обеспечение наименьше трудоёмкости работ, обеспечение наибольшего коэффициента использования оборудования.
Технологическая оснастка позволяет расширить возможность оборудования, повысить качество операций, повысить безопасность и производительность работ, увеличить условия руда исполнителей, снизить трудоёмкость и себестоимость работ.
Технологическая оснастка (или приспособление) – это устройство, используемые самостоятельно или присоединяемые к оборудованию для установки и закрепления предметов производства или инструмента при выполнении технологической операции.
При выборе приспособления руководствуйтесь следующими исходными данными: технологическая база, требуемая точность и шероховатость поверхности, обеспечение наилучших условий труда.
Инструмент режущий и измерительный подбираем в зависимости от точности обработки и характера обрабатываемой поверхности.
2.2 Название, устройство и принцип действия приспособления
3 Охрана труда
3.1 Общие меры техники безопасности
Охрана труда – это система сохранения жизни и здоровья работников в процессе их трудовой деятельности, включающая правовые, социально экономические, организационно-технические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и иные мероприятия образующие механизмы реализации конституционного права граждан на труд в условиях, отвечающих требованиям безопасности и гигиены. Это право закреплено также в статье 7 Международного пакта об экономических, социальных и культурных правах.
На рабочих постах и в помещениях специализированных производственных участков должны строго соблюдаться правила техники безопасности и охраны труда, а сами они полностью соответствовать общестроительным, противопожарным и санитарно-гигиеническим требованиям. Общие меры безопасности предусматривают соблюдение на рабочих постах участков ТО и ТР следующих основных требований:
1) ключи подбирают по размерам гаек и головок болтов. Не разрешается работать гаечными ключами с непараллельными, изношенными губками, подкладывать металлические пластинки между гранями гайки и ключа, удлинять рукоятку ключа путем присоединения другого ключа или трубы;
2) электроинструменты хранят в инструментальной и выдают для пользования только после предварительной проверки вместе с защитными приспособлениями. Присоединение электрического инструмента к электросети разрешается только с помощью штепсельных соединений;
3) подъемно-транспортные устройства и вспомогательные приспособления должны ежегодно проходить испытания и освидетельствование с оформлением акта или записью в журнале, и иметь таблички с ясно указанной на них датой последующего испытания и допустимой грузоподъемностью;
4) снятие, транспортирование и установку двигателя выполняют с помощью подъемно-транспортных механизмов, оборудованных специальными захватами, гарантирующими полную безопасность работ;
5) ТО и ремонт автомобиля при работающем двигателе запрещается;
6) на агрегатно-механическом участке для выполнения монтажных и демонтажных работ при ремонте агрегатов используют стенды, соответствующие своему назначению;
7) паяльные лампы, электрические и пневматические инструменты разрешается выдавать только лицам, прошедшим инструктаж.








