 2015-05-10
2015-05-10 2290
22901 Классификация способов сварки
Способов сварки насчитывается значительное количество. Их можно разделить на сварку плавлением и сварку давлением. К способам сварки плавлением относится дуговая сварка, электрошлаковая, электронно-лучевая и газовая. К способам сварки давлением относятся: контактная, газопрессовая, диффузная, термокомпрессорная, ультразвуковая, взрывом, трением, холодная.
2 Схемы электродуговой сварки
На рисунке 1 показаны схемы электродуговой сварки
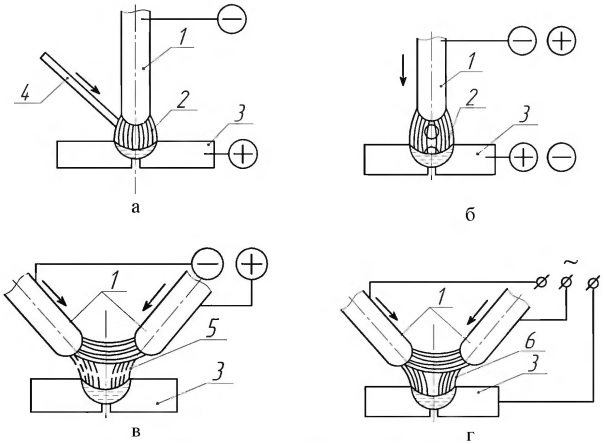
Рисунок 1 – Схемы электродуговой сварки
а – неплавящимся электродом; б – плавящимся электродом; в – косвеной дугой; г – трёхфазной дугой
В первом случае осуществляется сварка неплавящимся электродом 1 дугой прямого действия 2, при которой соединение осуществляется путём расплавления основного материала 3 либо присадочного материала 4. В качестве неплавящегося электрода используют угольный или вольфрамовый электрод. Во втором способе производится сварка плавящимся (металлическим) электродом 1 дугой прямого действия 2 с расплавлением основного материала 3 и электрода, расходуемого в процессе плавления, который и заполняет ванну жидким металлом. В третьем способе плавление кромок детали происходит вследствие возникновения косвенной дуги 5, горящей между неплавящимся электродами 1. При сварке трёхфазной дугой 6 дуга горит между электродами 1, а также каждым электродом и основным металлом 3.
3 Схема сварки металлическим покрытым электродом
На рисунке 3 представлена схема сварки металлическим покрытым электродом
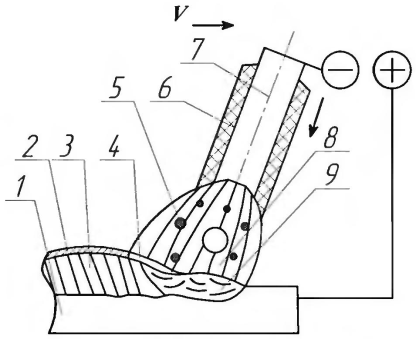
Рисунок 2 – Схема сварки металлическим покрытым электродом
Дуга 8 горит между стержнем электрода 7 и основным металлом 1. стержень плавится, и металл каплями стекает в металлическую ванну 9. Вместе со стержнем плавится покрытие электрода 6, образуя защитную газовую атмосферу 5 вокруг дуги и жидкую ванну на поверхности расплавленного металла. Металлическая и шлаковая ванна образуют сварочную ванну, которая по мере движения дуги затвердевает, образуя сварной шов 3. Жидкий шлак на поверхности шва образует твёрдую шлаковую корку 2.
4 Типы сварных соединений
На рисунке 3 показаны типы соединений
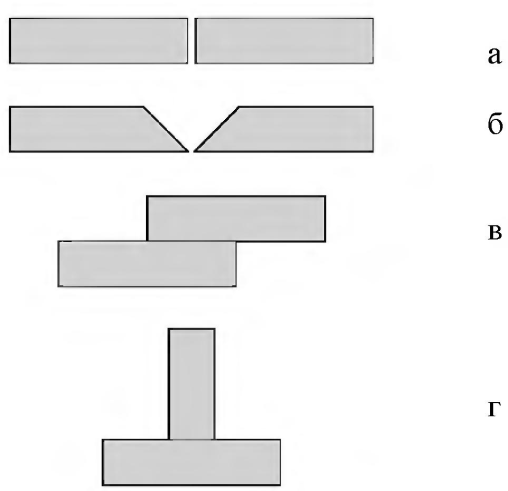
Рисунок 3 – Типы сварных соединений
а – стыковое соединение; б – угловое; в – нахлёсточное; г – тавровое
5 Индивидуальное задание (вариант 1)
| Диаметр электрода, мм |  , г , г |  , г , г | Сварочный ток, А | Время горения дуги, с |
а) Расчёт силовых параметров сварки
Сварочный ток: 
где k – опытный коэффициент, А/мм;  – диаметр электрода
– диаметр электрода
Длина дуги для ручной сварки: 
Напряжение, необходимое для устойчивого горения дуги:

где – коэффициент, характеризующий падение напряжения на электродах (= 10 В для ручной сварки); – коэффициент, характеризующий падение напряжения на 1 мм дуги (= 2 В/мм для ручной сварки)
б) Параметры эффективности сварки
Коэффициент наплавки:  =
= 
в) Определение коэффициента потерь:

г) Производительность сварки: 
Вывод: в данной лабораторной работе освоена технология ручной ручной дуговой сварки, а также теоретические основы других способов сварки. Изучены типы сварных соединений и произведены необходимые расчёты.
Разработал:____________________Аксёнов П.А.
Проверил:___________________Воробьёв В.Д.

