2015-05-30
2015-05-30 2440
2440Конструкции круглопалочных станков. Гильотинные ножницы предназначены для продольного и поперечного резания пачек
строганого или лущеного шпона на заготовки для последующего ребросклеивания без фугования кромок. Пачки шпона режутся ножом с прямолинейной режущей кромкой, укрепленной в вертикально перемещающейся траверсе. Перед обработкой пачку шпона толщиной 90 мм укладывают на стол и выравнивают по кромкам.
Выпускают гильотинные ножницы НГ18 и НГ18-1 для резания заготовок шпона длиной до 1800 мм и НГЗО и НГ28 —до 3000 мм. Гильотинные ножницы показаны на рис. 190. Станина 1 ножниц выполнена в виде портала. Каретка 4 с упорами 5 служит для базирования пачки шпона. Ножевая траверса с ножом
8 установлена на рычагах разной длины и совершает качательное (стригущее) движение от электродвигателя 10 через клиноременную передачу. Пачка шпона закрепляется прижимной траверсой. Каретка с упорами перемещается на заданную ширину реза пачки от электродвигателя 15.
Ручная настройка каретки осуществляется маховичком 14. Величину перемещения каретки отсчитывают по шкале рулетки, установленным под столом. Для удобства считывания размеров в столе находится окно с линзой и установлена лампа с отражателем для освещения шкалы. Упоры каретки при пропуске обрезанной пачки шпона, проходящей через ножницы, или при развороте пачки больших размеров могут опускаться (рис. 191). Гильотинные ножницы оснащают ножом с прямолинейной режущей кромкой. Резьбовые отверстия ножа предназначены для крепления к траверсе. В зависимости от марки станка ножи выпускают длиной 2100 и 3100 мм и толщиной 15 мм.
17. Опишите устройство фрезерного станка с нижним расположения шпинделя. Назовите область применения и режущий инструмент данного оборудования. Фрезерные станки с нижним расположением шпинделя бывают; с ручной подачей для профильного фрезерования по линейке, кольцу и копиру (легкие — ФЛ, средние — ФС, тяжелые — ФТ); с шипорезной кареткой, позволяющей вырабатывать на концах деталей шипы и проушины с ручной подачей ФСШ-1 и механической подачей ФСШ-11. При продольной прямолинейной обработке деталей используют механическую подачу заготовок автоподатчиком. Одношпиндельный фрезерный станок с ручной подачей показан на рис. 103, а. Внутри станины 1 станка смонтирован шпиндельный суппорт с режущим инструментом 7. Суппорт переставляют по высоте маховичком 11. Сверху на станине неподвижно установлен стол 4, а также передняя 9 и задняя 5 направляющие линейки для базирования обрабатываемого материала. Для предотвращения обратного выброса заготовки из станка предназначен тормозной
сектор 6. Вращающийся инструмент закрыт ограждением 8. Режущий инструмент: насадные пазовые, фасонные и цилиндрические фрезы.
18. Опишите устройство фрезерного станка с верхним расположения шпинделя. Назовите область применения и режущий инструмент данного оборудования. Область применения:для обработки криволинейных кромок, фигурных прорезей и рельефов. Фрезерные станки с верхним расположением шпинделя бывают копировальные с ручной подачей (ВФК-2) и с: приводными съемными роликами для перемещения шаблона (ВФК-3). Для массового фрезерования криволинейных кромок
брусковых деталей выпускают станки карусельные одношпиндельные (Ф1К-2) и двухшпиндельные (Ф2К-3). Фрезерный станок с верхним расположением
шпинделя (ВФК-2) показан на рис. 142. На станине станка (рис. 115, а) размещены стол 3 и шпиндельный суппорт 6. К суппорту на поворотной головке прикреплен высокооборотный электрошпиндель 7. Подача на глубину обработки производится вертикальным перемещением шпиндельного суппорта с помощью пневмопривода педалью 18. Величина перемещения суппорта устанавливается упорным винтом 9, взаимодействующим с ограничителем хода 8. Для быстрой переналадки на разную глубину паза при- меняют несколько винтов-ограничителей, которые ввернуты на заданную высоту в поворотную головку 10. При наладке требуемый ограничитель хода устанавливают путем поворота головки. Для продольной обработки деталей используют стол 3 и направляющую линейку 4. Для копировальных работ обрабатываемую заготовку укладывают в шаблон (на рисунке не показан), в нижней части которого расположен копирный паз, соответствующий профилю обработки детали. Заготовку подают вручную путем перемещения шаблона по направляющему пальцу 5. Режущий инструмент: концевые фрезы затылованные и незатылованные.
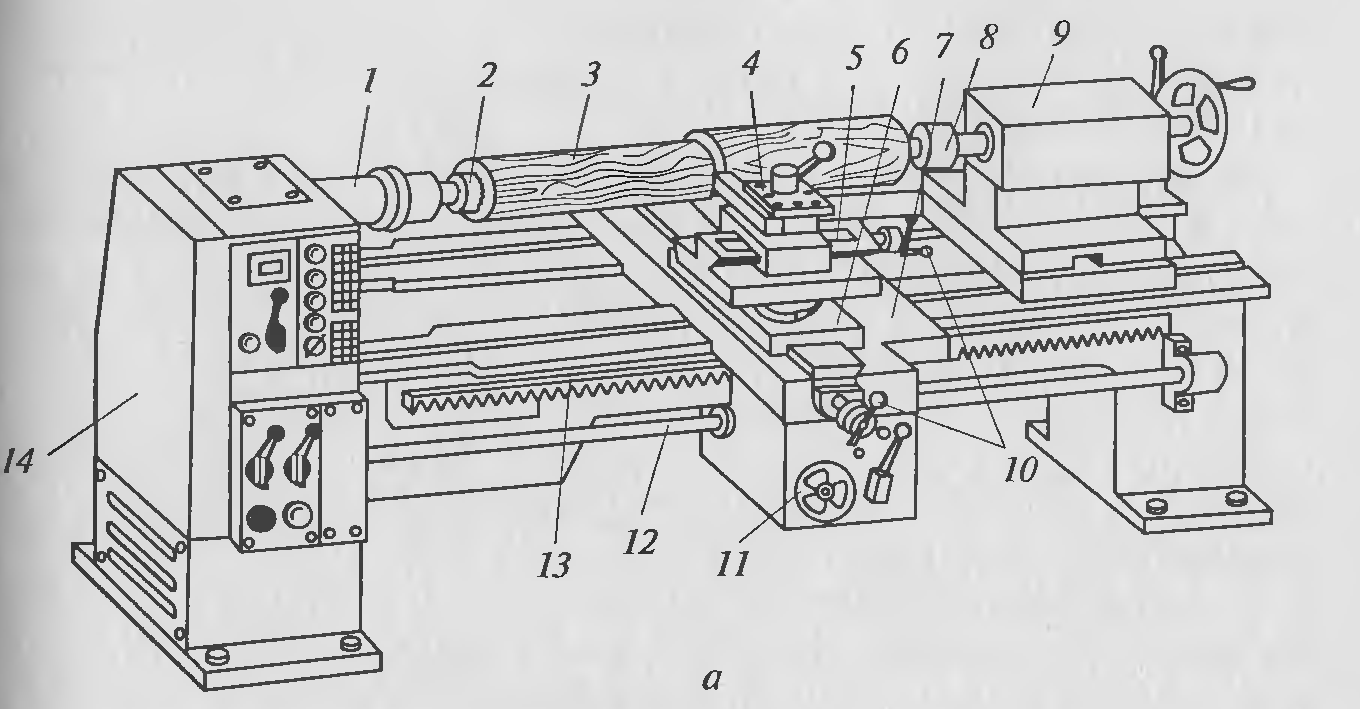
19. Опишите устройство центрового токарного станка ТС-40. Назовите область применения и режущий инструмент данного оборудования. Центровые токарные станки (рис. 118, а; 119, а). В зависимости от длины лезвия токарного резца центровые станки делятся на две группы: коротко-лезвийные и длинно-лезвийные (длина лезвия меньше или равна длине детали). Центровой коротко-лезвийный станок предназначен в основном для продольного точения. Он позволяет обрабатывать заготовку 2, вращающуюся в опорах 1, с применением подручника или механизированного суппорта. Станки с механизированным суппортом имеют приставное устройство для лобового точения. Токарный станок с механизированным суппортом изображен на рис. 119, а. Заготовка 3 зажимается между центрами 2 и 8 в результате перемещения задней бабки 9. Передний центр 2 устанавливается на шпинделе 1, который приводится во вращение от двухскоростного электродвигателя через клиноременную передачу и трехступенчатую коробку скоростей, размещенных в левой Тумбе 14 станка. Частота вращения шпинделя изменяется ступенчато в диапазоне 40...398 мин-1. Резец закрепляется в поворотном резцедержателе 4, который с Настроечным продольным суппортом 5 установлен на поперечном суппорте 6, перемещаемом маховичком 10. Направляющие поперечного суппорта расположены на механизированном продольном суппорте 7, который имеет привод от шпинделя 1 через ременную передачу, коробку передач, вал 12, группу шестерен и зубчатую рейку 13. Наладочное перемещение суппорта осуществляется по воротом маховичка 11. Суппорт имеет четыре скорости подачи в пределах 0,5... 7,5 м/мин.
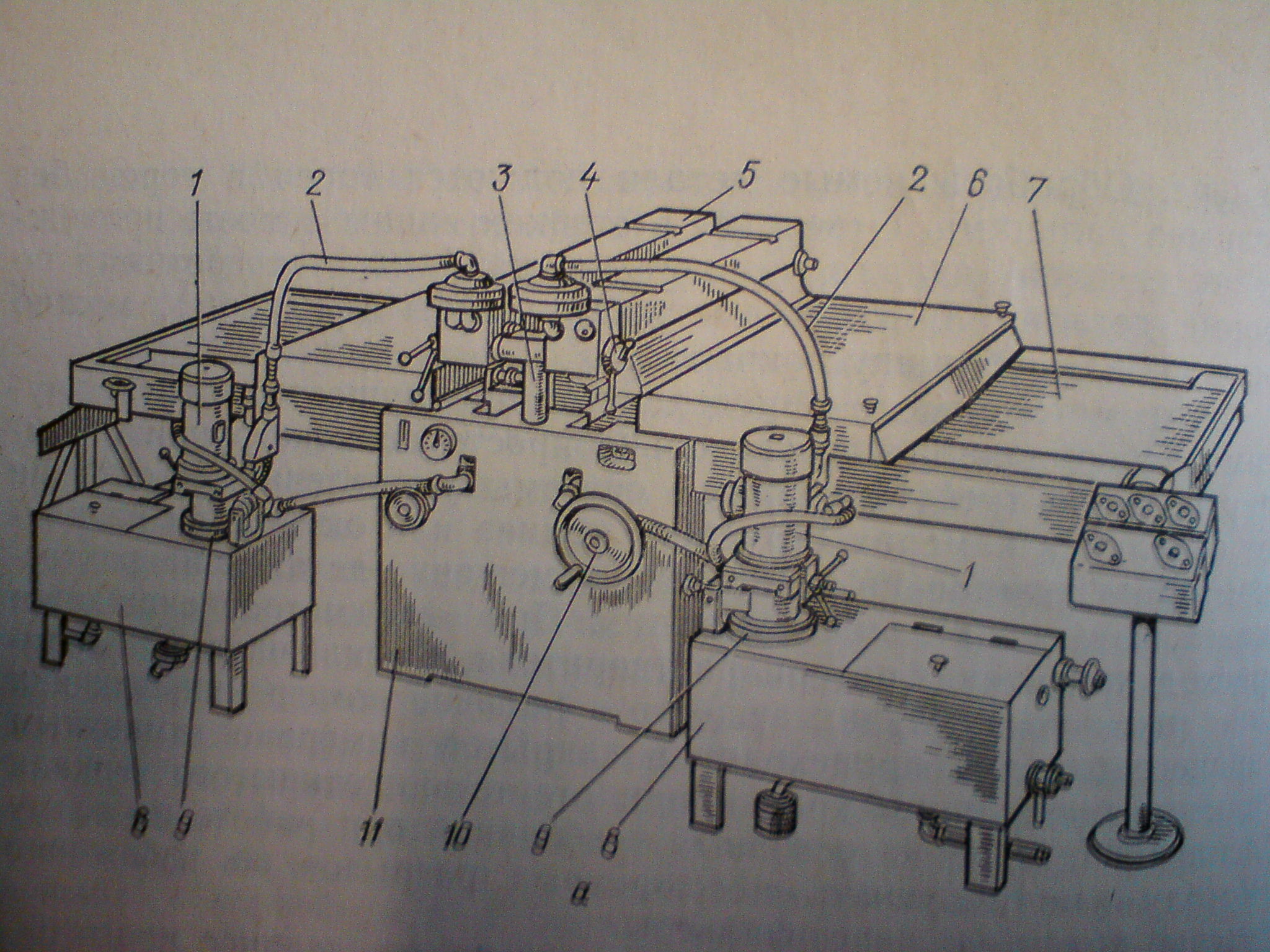
20. Опишите устройство шлифовального станка с неподвижным столом ШлНС-2. Назовите область применения и режущий инструмент данного оборудования. Ленточный шлифовальный станок с неподвижным столом ШлНС-2 предназначен для обработки боковых кромок. На станине 1 станка смонтированы передняя 12 и задняя 2 бабки. На I передней бабке укреплен электродвигатель 10, вал которого соединен через муфту с валом рабочего шкива 11. На задней бабке размещен не приводной шкив 3, который снабжен направляющим устройством 4.Шкив можно переставлять в зависимости от длины шлифовальной ленты 5 и поворачивать относительно вертикальной оси 6 чтобы обеспечить правильное движение ленты. Стол 7 служит опорой ленты. Обрабатываемую заготовку прижимают сверху к шлифовальной ленте и удерживают руками. Для предотвращения движения заготовки с лентой предназначена упорная линейка 8. Приводной шкив снабжен ограждением 9, которое одновременно служит приемником шлифовальной пыли и присоединяется к вытяжной вентиляции.

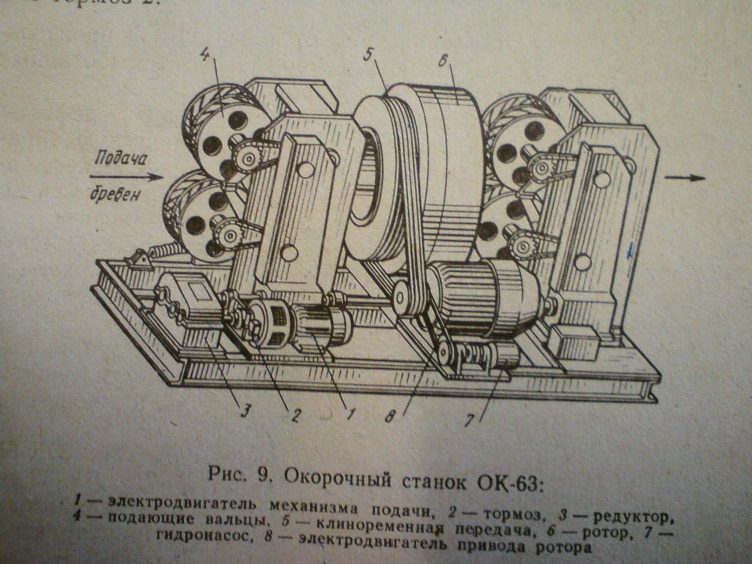
21. Опишите устройство окорочного станка ОК-63. Назовите область применения и режущий инструмент данного оборудования. Область применения отделение коры от древесины. Окорочный станок) состоит из механизма резания механизма подачи. Механизм резания включает электродвига тель 8, клиноременную передачу 5, ротор 6 с шестью короснимателями. Прижим короснимателей гидравлический от гидронаcoca 7.
Механизм подачи работает от электродвигателя 1. Окориваемое бревно проходит между подающими вальцами 4. Вращение на вальцы передается от электродвигателя 1 через редуктор 3 и систему зубчатых и цепных передач. Для остановки подачи служит тормоз 2.
22. Опишите устройство лаконаливной машины ЛМ140-1. Назовите область применения и данного оборудования. Машина JIM140-1 состоит из двух лаконаливных головок 5, установленных на вертикальных подъемных стойках 3, механизмов подъема и установки головок в горизонтальное положение, трубопроводов 2 лакокрасочных материалов, туннелей 6, служащих для защиты лаковых завес от воздействия воздушных потоков, конвейера 7 подачи заготовок с гидроприводом, двух насосных установок с баками 8 для лакокрасочных материалов и шнековых насосов 1 с фильтрами 9. Регулирование лаконаливных головок 5 по высоте осуществляется маховичком 10, а в горизонтальной плоскости эксцентриковым устройством 4. Механизмы регулирования, головки и конвейер подачи смонтированы на станине 11. Нанесение лака на обрабатываемую поверхность происходит при перемещении щита на конвейере под наливными головками 5. На машине можно обрабатывать детали с наименьшей длиной 400 мм, наибольшей шириной 1300 мм при скорости подачи 40... 140 м/мин. Машина обеспечивает производительность 280 м2/ч.
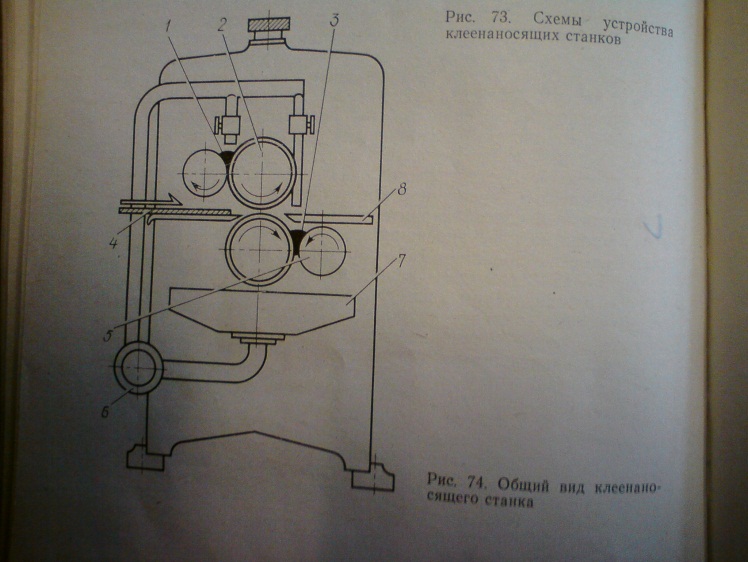
23. Опишите устройство клея-наносящего станка КВ-9. Назовите область применения данного оборудования. Назначение: для нанесения клея на шпон. Устройство: два наносящих барабана 2 обрезинены. В пространство между наносящими барабанами и дозирующими валиками 5 клей 1, 3 подается при помощи шестереночного насоса 6. Постоянство уровня в резервуарах между наносящими барабанами и дозирующими валиками поддерживается стоком клея через отверстия в боковых стенках в поддон 7, откуда он снова насосом подается к наносящим барабанам. Система подачи клея сообщается с водопроводной сетью, а поддон с канализацией, благодаря чему легко можно промыть всю систему. Поджатием дозирующих валиков к барабанам можно регулировать количество подаваемого клея и толщину клеевого слоя.
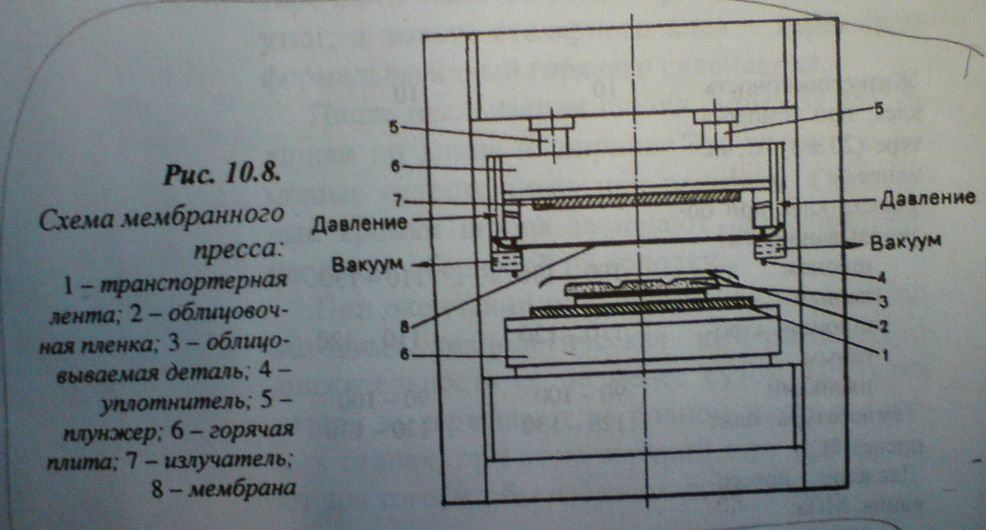
24. Опишите устройство мембранного пресса. Назовите область применения данного оборудования. Мембранные прессы используют для облицовывания деталей криволинейных профилей. Сформированные пакеты (основа + облицовочная пленка) подаются в пресс. Верхняя плита пресса опускается, и с помощью уплотнителя создается герметичная камера между верхней и нижней плитами. Включается вакуум-насос, создающий разрежение между нижней плитой и мембраной - тонкой эластичной и термостойкой пленкой Облицовочная полимерная пленка высокой эластичности облегает профильную поверхность детали. Однако давления за счет вакуума недостаточно, и между верхней плитой и мембраной дается давление воздуха - 0,5 - 0,6 МПа. Для ускорения прессования кроме нагрева мембраны излучателем может использоваться предварительный нагрев основы с клеем.
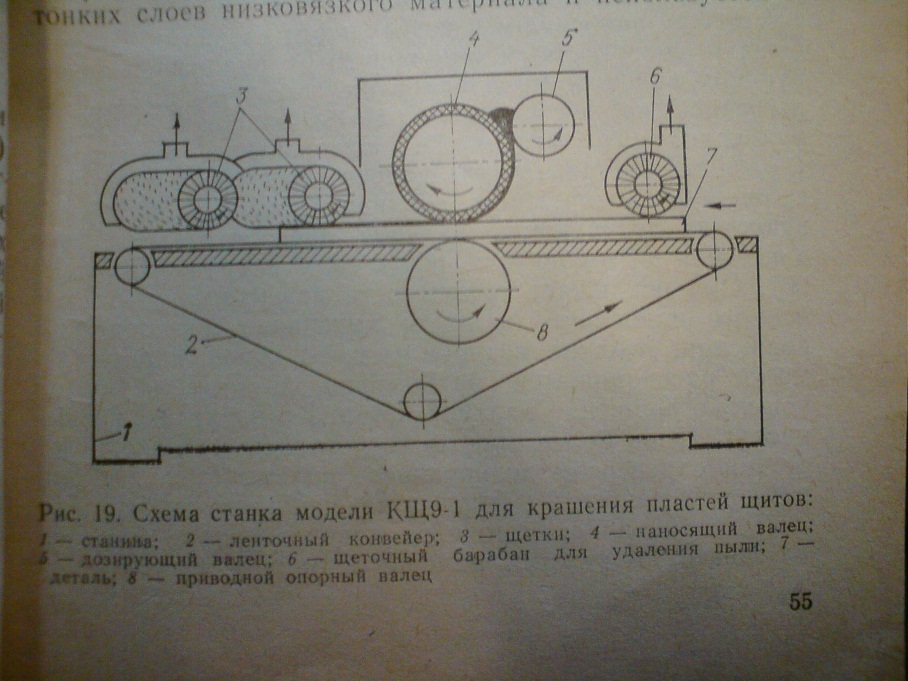
25. Опишите устройство станка КЩ9-1. Назовите область применения данного оборудования. Назначение: применяется для нанесения красителя на пласти мебельных щитов, облицовывание шпона. Станок оснащен щеткой для очистки отделываемой пласти щита от пыли, вальцами для нанесения водорастворимых красителей или составов для крашения типа поренбейц и вращающимися щетками для втирания красителя в поры древесины и частичного снятия ворса и воздушных пузырей. Дозирующие вальцы имеют попутное вращение. Краситель подается в промежуток между наносящим и дозирующим вальцами непрерывно работающим насосом. Количество наносимого красителя регулируется методом приближения или отдаления дозирующего вальца к наносящему.