 2015-06-04
2015-06-04 622
622| Принцип установки приспособления | Схема установки | Dуст. пр в направлении | ||
| оси х | оси y | угла β | ||
| На горизонтальный шпиндель по торцу и центрирующему пояску | 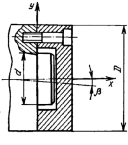
| Δ Т | s | 
|
| На вертикальный стол по торцу и центрирующему пояску | 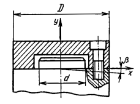
| s | Δ Т |
|
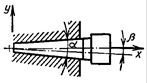
| На конус шпинделя | 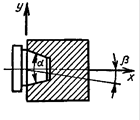
| 0,03…0,06 | – | δα |
Окончание табл. 39
| Принцип установки приспособления | Схема установки | Dуст. пр в направлении | ||
| оси х | оси y | угла β | ||
| В шпиндель: с конусом Морзе: №0 №1,2,3 №4,5 №6 с метрическим конусом: №80 №100 |
| 0,01…0,2 0,01…0,2 0,2…0., 0,25…0,5 0,25…0,5 0,3…0,6 | δα | |
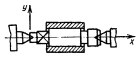
| В центр: на горизонтальный стол по Т-образному пазу | 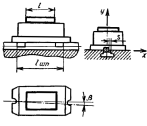
| 0,01…0,03 s | – | ls / l шп |
| По двум шрифтовым отверстиям | 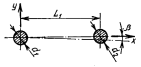
| Δ L 1+0,25
 ′ ′
|
Примечание. Буквы в таблице обозначают: Δ Т – торцевое биение опорной поверхности приспособления, принимается в пределах 0,01…0,04 мм; s – максимальный зазор в сопряжениях базирующих поверхностей;  s ′ – сумма максимальных зазоров между штифтами и отверстиями; δα – погрешность половины угла конуса α, принимается в пределах 2′…8′; δ L 1 – допуск на расположение
s ′ – сумма максимальных зазоров между штифтами и отверстиями; δα – погрешность половины угла конуса α, принимается в пределах 2′…8′; δ L 1 – допуск на расположение
координат штифтовых отверстий; D – диаметр.
Погрешность изготовления приспособления Dизг характеризует неточность положения установочных элементов приспособления (на которые устанавливается заготовка) относительно базовых поверхностей, осей приспособления (по которым она ориентирована на станке), т.е. Dизг есть погрешность взаимного положения или
отклонения размеров между поверхностями, контактирующими с заготовкой и станком. Например, биение опорной поверхности цилиндрической оправки для обтачивания наружной поверхности заготовки относительно ее базовых поверхностей (центровых гнезд); допуск на размер между установочными элементами планшайбы к токарному станку и осью отверстия планшайбы, совпадающего с осью вращения шпинделя и определяющего положения режущего инструмента; непараллельность установочных элементов приспособления для фрезерования горизонтальной поверхности относительно опорной поверхности приспособления. Если параметры точности между поверхностями, контактирующими с заготовкой и станком, определяются размерами нескольких деталей, то для анализа точности используется размерная цепь.
Из изложенного следует, что без учета коэффициента запаса точности
 . (9)
. (9)
С учетом коэффициента запаса точности
 .
.
При расчете точности самого приспособления из приведенных выше формул выделяют Dизг. Далее, если Dизг входит в размерную цепь, производится решение размерной цепи. Соответственно, получаем:
 ;
;
 .
.
В целом необходимо отметить, что анализ технической литературы и нормативных материалов различных предприятий позволяет заключить, что в настоящее время нет единой стандартной методики по расчету точности обработки заготовок в приспособлении и расчету точности самих приспособлений. Поэтому при использовании студентами материалов, отличных от данного пособия, необходимо давать подробное их разъяснение и обоснование.
9. Особенности расчета точности обработки
в кондукторах
Особенность расчета определяется наличием направляющих режущий инструмент (сверла, зенкеры, развертки) элементов в виде кондукторных втулок. Расчет можно выполнять по вышеприведенным формулам. При этом за погрешность D изг принимаются
допуски расположения втулок относительно установочных поверхностей приспособления, допуски межцентровых расстояний между кондукторными втулками и допуски перпендикулярности или параллельностей осей втулок относительно рабочих поверхностей установочных элементов и опорной поверхности корпуса приспособления.
Конструкция и размеры кондукторных втулок стандартизованы. Различают три вида стандартных втулок: постоянные, сменные и быстросменные. Постоянные втулки применяются тогда, когда отверстие на операции обрабатывается лишь одним инструментом (сверлом или зенкером). При установке в кондукторную плиту они запрессовываются по посадке  .
.
Сменные втулки, как и постоянные, используются при обработке отверстий одним инструментом, но в тех случаях, когда
необходимо сравнительно частая их замена из-за износа. В табл. 40–42 приведены рекомендуемые значения допусков инструментов и кондукторных втулок при обработке отверстий с полями допусков Н 7– Н 11. Целесообразно принимать посадки сменных кондукторных втулок в постоянные втулки 
Таблица 40








