 2015-06-24
2015-06-24 2561
2561Пилы, применяемые в круглопильных станках для продольной распиловки, различают по диаметру, числу зубьев и профилю, а также форме диска в поперечном сечении.
Пила круглая плоская для распиловки древесины для закрепления на шпинделе имеет посадочное отверстие, диаметр d которого зависит от диаметра диска D и толщины пилы b. Число зубьев пилы должно быть 36, 48, 60 или 72 в зависимости от профиля зубьев.Зубья с прямой задней гранью используют для распиловки древесины мягких пород, с ломаной задней гранью – твердых пород. Толщина пилы b зависит от диаметра и бывает от 2 до 2.8 мм, а величина развода зубьев на сторону b1 выбирается в зависимости от условий распиловки. Режущий инструмент показан на рисунке 4.8.
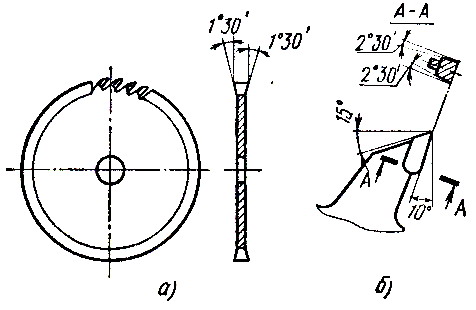
Рисунок 4.8 – Пила круглая с пластинами из твердого сплава:
а – общий вид, б – форма зуба для продольной распиловки.
Пилы круглые с пластинами из твердого сплава имеют повышенную износостойкость. Затраты времени, связанные с частой заменой затупившейся пилы, в этом случае невелики, что позволяет сократить простои оборудования. Пилы с пластинами из твердого сплава с зубьями, показанными на рис. 4б, применяют для продольной распиловки цельной и клееной древесины. Режущие пластины зубьев пил изготовляют из металлокерамического сплава карбида вольфрама и кобальта ВК6, ВК15.
Подготовка к работе стальных круглых плоских пил включает насечку зубьев, правку, вальцевание или проковку диска, заточку и развод или плющение зубьев. Пилы после подготовки к работе должны удовлетворять следующим требованиям. Количество зубьев и их профиль должны соответствовать установленному стандарту. Диск пилы должен иметь плоскую форму. Исправление пилы и устранение местных дефектов осуществляют правкой на наковальне ударами проковочного молотка с круглым бойком.
Отклонение от плоскости (коробление, выпучины и др.) на каждой стороне диска диаметром до 450 мм должно быть не более 0.1 мм. Плоскостность пилы проверяют поверочной линейкой или на специальном приспособлении.
При проверке поверочной линейкой, показанной на рисунке 4.9, пилу устанавливают вертикально на подкладку 1 и к диску прикладывают в разных направлениях поверочную линейку 3. Зазор между диском и рабочей поверхностью линейки измеряют щупом или визуально.
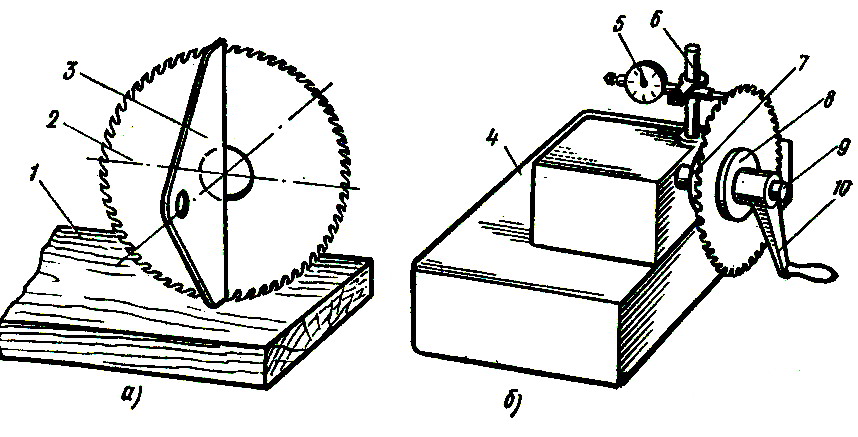
Рисунок 4.9 – Проверка плоскостности круглой пилы:
а – поверочной линейкой, б – приспособлением; 1 – подкладка,2 – пила, 3 – поверочная линейка, 4 – основание, 5 – индикатор, 6 – стойка, 7 – опорная шайба, 8 – прижимная шайба, 9 – вал, 10 – рукоятка.
Приспособление для проверки плоскостности пилы показано на рисунке 4.9 б. Шайбы 7 и 8 приспособления служат для крепления пилы. Индикатор 5 предназначен для отсчета величины отклонения боковой поверхности (в периферийной части) диска. Перед установкой пилы индикатор ориентируют так, чтобы измерительный наконечник был перпендикулярен плоскости, проходящей через торцовую поверхность опорной шайбы. Пилу надевают на вал, устанавливают прижимную шайбу и, медленно вращая рукоятку, смотрят показания индикатора. Отклонение от плоскостности должно быть не более 0,1 мм при диаметре пилы 450 мм. При вальцевании пилы ослабляют ее центральную часть по отношению к периферийной. Прогиб контролируют поверочной линейкой и щупом или специальным прибором, снабженным индикатором часового типа. Величина прогиба центральной части провальцованной пилы зависит от ее толщины и диаметра. Предельное отклонение прогиба должно быть не более ±50% указанной величины прогиба.
Заданные угловые параметры зубьев и острота режущих кромок должны быть обеспечены заточкой. Разница по величине передних углов и углов заточки составляет не более ± 1°. Шероховатость торцовых поверхностей пил и поверхностей посадочного отверстия должна быть Rz<=6.3. Режущие зубья заточенной пилы должны быть острыми, без заусенцев, надломов и заворотов. Заусенцы с боковых граней зубьев удаляют мелкозернистым шлифовальным бруском. Качество заточки пил проверяют универсальным угломером или шаблоном для контроля угловых элементов зубьев. Вершины зубьев должны располагаться на одной окружности с отклонением не более 0.15 мм. После заточки зубья разводят. В прирезных станках с конвейерной подачей применяют круглые плоские пилы с разведенными зубьями. Величина развода зубьев пил должна быть при распиловке древесины хвойных пород с абсолютной влажностью до 30% в любое время года 0.3…0.5 мм, свыше 30% летом – 0.6…0.7 мм, свыше 30% зимой – 0.40…0.60 мм, твердых лиственных пород – 0.3…0.5 мм.
При этом отгибают кончики соседних зубьев в разные стороны на 1/3 их высоты (отсчитывая от вершины). Величину отгиба каждого зуба (развод на сторону) устанавливают в зависимости от породы древесины, ее влажности и режима резания. Точность развода зубьев контролируют индикаторным разводомером или шаблоном. Разводомер (рисунок 4.10а)устанавливают на поверхность диска пилы так, чтобы измерительный наконечник 2 индикатора 4 касался боковой грани кончика зуба, и смотрят показания индикатора. Отклонение допускается не более 0.15 мм.
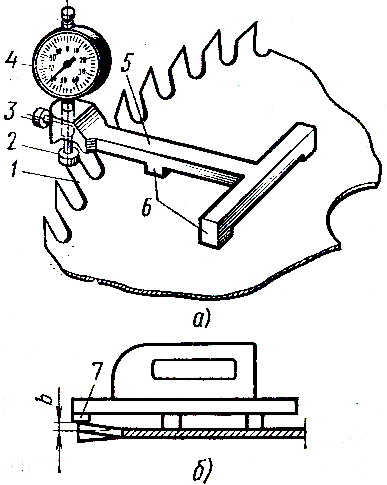
Рисунок 4.10– Проверка развода зубьев круглой пилы:
а – индикаторным разводомером, б – шаблоном; 1 – зуб пилы, 2 – измерительный наконечник, 3 – фиксатор, 4 – индикатор, 5 – основание, 6 – базирущие опоры, 7 – измерительная пятка.
Перед измерением разводомер настраивают. Установив его на поверочную плиту, поворачивают циферблат индикатора до совмещения нулевой отметки с большой стрелкой.
Шаблон для контроля точности развода (рис. 4.10б) снабжен измерительной пяткой 7, высота которой меньше базирующих опор на величину bразвода зубьев. Прикладывая шаблон поочередно к каждому зубу, визуально или щупом замеряют зазор между вершиной зуба и измерительной пяткой.
При подготовке к работе круглых пил с пластинами из твердого сплава выполняют припайку пластин, заточку и доводку зубьев.
Кроме того, на этих станках можно использовать строгальные пилы, а также пилы, зубья которых оснащены пластинами из твердого сплава. Применение таких пил значительно повышает период их работы и качество распиловки.








