 2015-06-24
2015-06-24 1201
1201Соединение вала с отверстием предполагалось осуществить по посадке Ø50 H6/h6. По экономическим соображениям было решено понизить точность изготовления деталей на два квалитета и применить метод групповой взаимозаменяемости (метод селективной сборки). Требуется определить число размерных групп и размеры диаметров деталей в этих группах.
Решение. 1. Анализ размерной цепи по предварительным данным состоит в определении предельных размеров зазора S’ в рассматриваемом соединении: S’ max= D max - d min = 50,016 - 49,984=0,032 мм;
Smin = Dmin - dmax = 50,0 - 50,0 = 0.
Допуск зазора соединения T’S = 0,032 мм, а средняя величина допуска зазора соединения по конструкторским данным T’Sc = T’S /2 = 0,032/2 = 0,016 мм.
2. Определяем производственные допуски на размеры деталей соединения, изготовленных со снижением точности на два квалитета: для отверстия Ø50 H 8(+0,039); допуск TD = 0,039 мм; допуск размера вала будет такой же; Td = 0,039 мм, откуда допуск зазора ТS = 0,078 мм, а средний допуск зазора TSc = 0,078 мм.
3. Верхнее предельное отклонение размера вала: es = (TD + Td – 2 TSc) = (0,039 + 0,039 – 2 • 0,016)/2 = 0,023 мм;
|
|
|
нижнее предельное отклонение размера вала: ei = (TD - Td – 2 TSc)/2= (0,039 - 0,039 – 2 • 0,016)/2 = - 0,016 мм.
4. Число размерных групп равно n гр = TSc / T’Sc = 0,039/0,016 = 2,4; принимаем n гр = 3 и обозначаем их буквами А, Б и В.
5. Для групп А, Б и В определяем размеры отверстия и вала и их предельные отклонения, деля предельные отклонения на три равные части (табл. 3 и рис. 2). Таблица 3
| Размер | Группа | ||
| А | Б | В | |
| Отверстия Вала Зазора S max гр Зазора S min гр Допуск зазора ТSср.гр | 
 0,039 - 0,01 = 0,029
0,026 - 0,023 = 0,003
(0,029 + 0,003)/2 = 0,016
0,039 - 0,01 = 0,029
0,026 - 0,023 = 0,003
(0,029 + 0,003)/2 = 0,016
| 
 0,026 - (-0,003) = 0,029
0,013 - 0,010 = 0,003
0,016
0,026 - (-0,003) = 0,029
0,013 - 0,010 = 0,003
0,016
| 
 0,013 - (-0,016) = 0,029
0 - (-0,003) = 0,003
0,016
0,013 - (-0,016) = 0,029
0 - (-0,003) = 0,003
0,016
|
6. В табл. 3 приведены также размеры зазоров для проверки вида соединения. Из данных таблицы видно, что зазоры, заданные конструктором, точно выполнены.
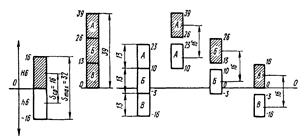
Рис.2
Достоинством способа групповой сборки является значительное снижение требований к качеству механической обработки. Недостаток способа – дополнительные затраты на сортировку деталей, усложнение сборки и хранения деталей по группам, увеличение незавершенного производства и усложнение подбора запасных частей при ремонте.
Задача. Соединение вала с отверстием должно осуществляться по посадке, варианты которой даны в табл. 4. Экономическая точность металлообрабатывающего оборудования позволяет получить менее точные детали. Требуется определить число размерных групп и предельные размеры отверстий и валов каждой размерной группы при осуществлении селективной сборки.
Таблица 4
| № варианта | Посадка соединения | Экономическая точность обработки (квалитет точности) | № варианта | Посадка соединения | Экономическая точность обработки (квалитет точности) | ||
| отверстия | вала | отверстия | вала | ||||
| 1, 20, 30 2, 19, 29 3, 18, 28 4, 17, 27 5, 16, 26 | 80Н7/п6 1ООН7/f7 60 N7 / h 6 180 H 6/g6 15Е8/h6 | 6, 15, 25 7, 14, 24 8, 13, 23 9, 12, 22 10, 11, 21 | 75 H 7/ k 6 80Н7/h6 40 H 7/ n 6 180 H 6/g6 55 H 7/ f7 |
|
|
|








