 2015-07-04
2015-07-04 2816
2816Станок фрезерный консольный вертикальный с числовым программным управлении модели ГФ2171С6 предназначен для обработки плоских или пространственных изделий сложного профиля типа штампов, пресс-форм, кулачков из легированной сталей, чугуна и цветных металлов в серийном и мелкосерийном производствах.
Пространственная обработка достигается сочетанием движения стола станка с обработка достигается сочетанием движения стола станка с обрабатываемой деталью в горизонтальной плоскости по двум координатам (Х, У) и вертикального перемещения шпиндельной головки с режущим инструментом (координата Z). Обработка производится концевыми, торцовыми, сферическими и фасонными фрезами.
Станок Гф2171С6 оснащён следящими приводами подач. Для управления в качестве системы применено устройство 2С42-65, выполненной на основе микро-ЭВМ.
Устройства ЧПУ 2С42-65 снабжено фиксированным программно-математическим обеспечением (ПМО), разработана для управления фрезерными станками, обрабатывающими центрами и гибкими производственными модулями на их основе.
В станках различают несколько движений. Шпиндель получает вращение от асинхронного электродвигателя типа 4АМ132М4У3 М1 через коробку скоростей с тремя передвижными блоками зубьев колёс Б1, Б2, Б3 и передачи в шпиндельной головке. Механизм переключения блоков обеспечивает получение 18 частот вращения и позволяет выбирать требуемую частоту вращения без последовательного прохождения промежуточных ступеней.
Вертикальная подача ползуна со смонтированным в ней шпинделем осуществляется от высокомоментного двигателя типа НG-112C М11 через зубчатую пару и передачу винта – гайка качения с шагом Р=5 мм. Предусмотрено ручное передвижение ползуна. Управление электродвигателем привода осуществляется через тиристорный преобразователь типа К1 Т1-Р4. Обратную связь осуществляют тахогенератор BR3 и резольвер - BC3.
Поперечная подача салазок осуществляется от высокомоментного двигателя (координата У) аналогично координата X. Электродвигатель М9, тахогенератор – BR2, резольвер-BC2. Через беззазорный редуктор и винта-гайку качения с шагом Р=10 мм. Зазор в косозубых цилиндрических колёсах 1,3 и 5 редуктора устраняют шлифование полуколец 2 и 4, устанавливаемых между колесами 3 и 5.
Продольная подача стола происходит от высокомоментного электродвигателя типа НG-112C М7 Управление электродвигателем привода  подачи осуществляют встроенные в электродвигатель тахогенератор BR1 резольвер BC1.
подачи осуществляют встроенные в электродвигатель тахогенератор BR1 резольвер BC1.
Электродвигатель привода насоса гидростанции типа 4АМ90L4У3 осуществляет вращение магазина для автоматической подачи инструмента.
Электронасос охлаждения тип 11-25 УХЛ4 осуществляет подачу воды для охлаждения заготовки. Вспомогательное движение осуществляется специальными шестигранными выводами можно производить ручное перемещение координат, так как вертикальная подача консоли осуществляется от электродвигателя М5 через червячную пару и ходовым винтом.
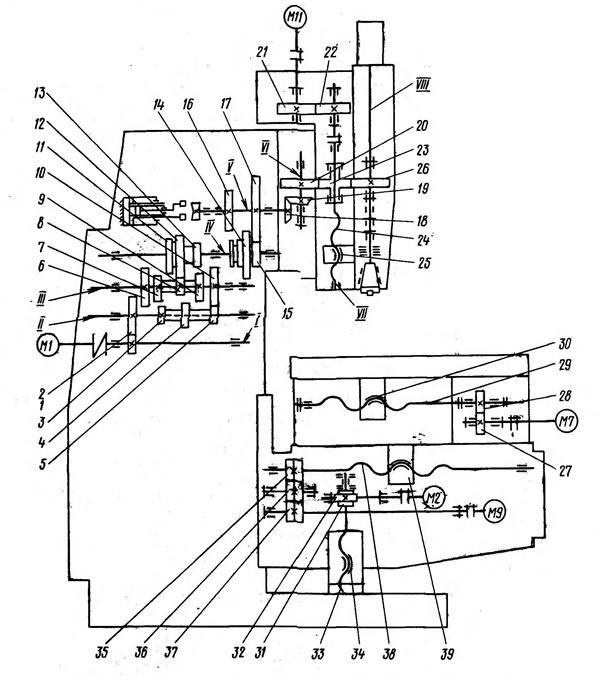
Рисунок 1.1 Станок фрезерно- консольный вертикальный с ЧПУ и автоматической сменой инструмента ГФ 2171С6.
 1.2 Основные требования к электроприводу электроустановки
1.2 Основные требования к электроприводу электроустановки
Требования к электроприводам и системам управления станками определяются технологией обработки, конструктивными возможностями станка и обрабатываемого инструмента. Одним из важнейших вопросов электрооборудования металлообрабатывающих станков является выбор типа электропривода для основных движений. На этот выбор оказывает влияние ряд факторов:
1) диапазон и плавность регулирования скорости движений механизма;
2) характер нагрузки привода;
3) частота включений привода;
4) соотношение периодов машинного и вспомогательного времени работы станка;
5) энергетические показатели работы привода - КПД и коэффициент мощности;
6) надежность привода, простота его обслуживания и наладки.
Для приводов главного движения наиболее рациональным является способ регулирования скорости с постоянной мощностью, так как большим скоростям резания соответствуют меньшие усилия резания, а меньшим скоростям большие усилия. Диапазон регулирования частоты вращения определяется пределами скоростей резания и диаметров обрабатываемых изделий. Устройство электродвигателей станка обусловлено особенностями станочного электропривода: повторно-кратковременным режимом работы, большой частотой включений, широким диапазоном регулирования скорости и частыми реверсами. Электродвигатели должны удовлетворять по конструктивному исполнению условиям окружающей среды.
Основные требования к станочным электроприводам в настоящее время следующие: минимальные габариты электродвигателя при высоком вращающем моменте; высокая максимальная скорость; значительная перегрузочная способность привода в режимах кратковременной повторно-кратковременной нагрузки; широкий диапазон регулирования; высокая стабильность характеристик в первую очередь усилителя и тахогенератора; высокое быстродействие при апериодическом характере переходных процессов разгона и торможения; высокое быстродействие при набросе и сбросе нагрузки; высокая надежность и ремонтопригодность; удобство  конструктивной установки двигателя; унификация узлов и отдельных деталей. В настоящее время на станках начинают внедриться приводы с тиристорными преобразователями для питания цепи якоря и вводятся системы автоматического управления с применением унифицированной блочной системы регуляторов (УБСР), которые позволяют сравнительно просто реализовать высокое быстродействие привода по системе ТП - Д при хорошем качестве переходных процессов.
конструктивной установки двигателя; унификация узлов и отдельных деталей. В настоящее время на станках начинают внедриться приводы с тиристорными преобразователями для питания цепи якоря и вводятся системы автоматического управления с применением унифицированной блочной системы регуляторов (УБСР), которые позволяют сравнительно просто реализовать высокое быстродействие привода по системе ТП - Д при хорошем качестве переходных процессов.

