2015-07-21
2015-07-21 1980
1980ЛАБОРАТОРНО-ПРАКТИЧЕСКАЯ РАБОТА № 5
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЯ
ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Цель работы: Изучение способов и средств оценки шероховатости поверхности
Поверхность после механической обработки, кажущаяся на первый взгляд совершенно гладкой, имеет микронеровности, называемые шероховатостью. При изучении курса теории резания под шероховатостью понимают геометрический след режущего инструмента, искаженный в результате температурных, силовых и упругих деформаций возникающих в технологической системе “Станок – приспособление – инструмент - заготовка”. При рассмотрении поверхности под микроскопом можно рассмотреть наличие гребешков и впадин, величина и форма которых зависит от многих факторов. Например, при резании металлов, шероховатость определяется следующими факторами: элементами режима обработки (скорость, подача, глубина); геометрической формой режущего инструмента; жесткостью технологической системы; составом и способом подачи внешней среды в процессе обработки и т.д.
При точении (рисунок 1) поверхности 1 резцом 3 с заданной подачей S за оборот заготовки происходит перемещение вершины инструмента из точки A в точку B. На поверхности 2 после обработки образуется выступ треугольной формы с высотой Rz. Реальный профиль поверхности 5 имеет отличие от номинального 4, в следствии перечисленных выше факторов. Поверхность после точения имеет острые вершины микронеровностей и глубокие впадины.
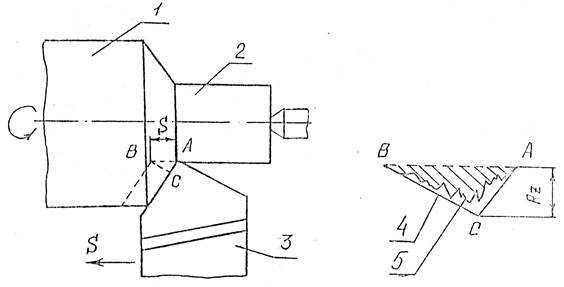
1 - поверхность до обработки; 2 - поверхность после обработки; 3 - резец;
4 - номинальный профиль неровностей; 5 - реальный профиль неровностей
Рисунок 1 - Схема к определению шероховатости поверхности
Согласно ГОСТ 25142-82 под шероховатостью понимают совокупность неровностей с относительно малыми шагами, выделенную с помощью базовой длины.
Численное значение базовой длины (1) выбирают из следующего ряда (мм): 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25.
Для определения численных значений шероховатости поверхности измерения проводят от единой базы – средней линии профиля.
Шероховатость поверхности (рисунок 2) оценивается высотными и шаговыми показателями.
Ra, мкм – среднеарифметическое отклонение профиля;
Rz, мкм – высота неровностей по десяти точкам профилей;
Rmax, мкм – наибольшая высота неровностей профиля;
Sm, мкм – средний шаг неровностей профиля;
S, мкм – средний шаг местных выступов профиля;
tp, % - относительная опорная длина профиля.
|
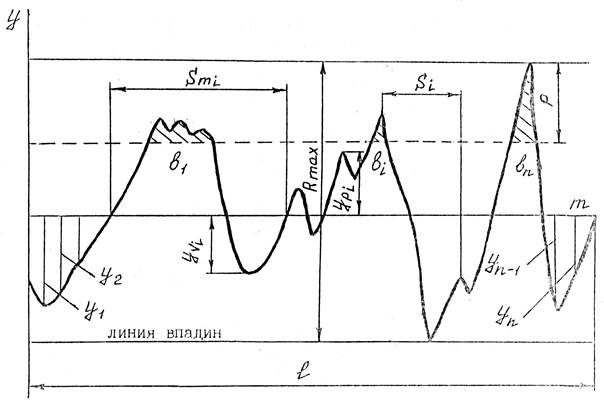
m – средняя линия выступов; l – базовая длина
Рисунок 2 - Профилограмма и основные параметры
шероховатости поверхности
Среднеарифметическое отклонение профиля Ra - среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
 (1)
(1)
где n - число выбранных точек профиля на базовой длине;
y - отклонение профиля между любой точкой профиля и средней линией.
Высота неровностей профиля по десяти точкам Rz – сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наиболее удаленных впадин в пределах базовой длины:
 (2)
(2)
где  - высота i-го наибольшего выступа профиля;
- высота i-го наибольшего выступа профиля;
 - глубина i-й наибольшей впадины профиля.
- глубина i-й наибольшей впадины профиля.
Наибольшая высота неровностей профиля Rmax – расстояние между линией выступов профиля и линией впадин в пределах базовой длины.
Средний шаг неровностей профиля Sm – среднее значение неровностей профиля в пределах базовой длины.
 (3)
(3)
где  - шаг неровностей профиля, пересекающий среднюю линию в трех соседних точках.
- шаг неровностей профиля, пересекающий среднюю линию в трех соседних точках.
Средний шаг местных выступов профиля S – среднее значение шага местных выступов профиля в пределах базовой длины.
 (4)
(4)
где n - число шагов неровностей профиля по вершинам в пределах базовой длины;  - шаг неровностей профиля по вершинам.
- шаг неровностей профиля по вершинам.
Относительная опорная длина профиля tp:
 (5)
(5)
где  - опорная длина профиля;
- опорная длина профиля;
 - величина отрезка отсекаемая на уровне p от линии выступов.
- величина отрезка отсекаемая на уровне p от линии выступов.
Требования к шероховатости поверхности устанавливают путем указания контролируемого параметра (одного или нескольких), его числового значения. Согласно ГОСТ 2.309-73 шероховатость поверхности в общем виде обозначается (рисунок 3).
При указании одинаковой шероховатости для всех поверхностей деталей знак помещают в правом верхнем углу чертежа и на изображение не наносят.
Если шероховатость поверхностей на детали различна, то применяется одно из следующих обозначений (рисунок 4).
При этом:
 - знак используют, когда конструктор не устанавливает вид обработки поверхности.
- знак используют, когда конструктор не устанавливает вид обработки поверхности.
 - знак используют при обработке, связанной с удалением слоя металла резанием.
- знак используют при обработке, связанной с удалением слоя металла резанием.
 - знак используют в обозначении шероховатости поверхности без удаления слоя материала (литье, ковка, штамповка, прокат…)
- знак используют в обозначении шероховатости поверхности без удаления слоя материала (литье, ковка, штамповка, прокат…)
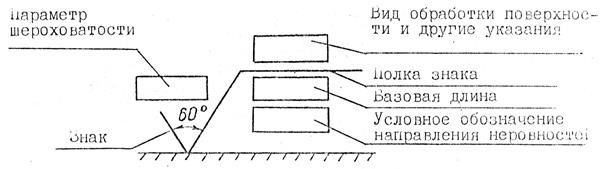
Рисунок 3 - Структура обозначения шероховатости поверхности
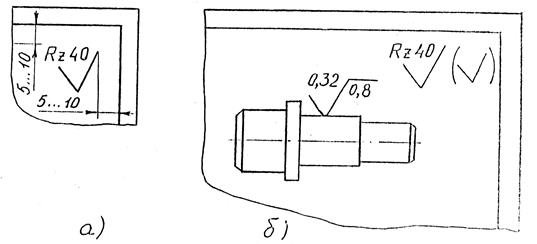
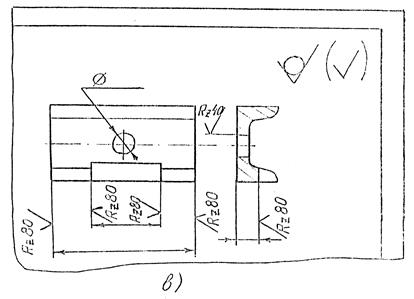
Рисунок 4 - Примеры обозначения шероховатости поверхности
Величина h характеризует фактическую опорную площадь. Значение уровня сечения профиля p выбирают в процентах от Rmax из следующего ряда: 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90,
ГОСТ 2789-73 устанавливает 14 классов шероховатости поверхностей и определяет численные значения вышеперечисленных параметров в определенном интервале (таблица 1).
Таблица 1 - Классы шероховатости поверхностей
| Класс шероховатости поверхности | Разряд | Параметры шероховатости | Базовая длина, мкм | |
| Ra, мкм | Rz, мкм | |||
| - - - | - - - | от 320 до 160 160…80 80…40 | 8,0 | |
| - - | - - | от 40 до 20 20…10 | 2,5 | |
| а б в | от2,5 до 2 2,0…1,6 1,6…1,25 | 0,8 | ||
| а б в | от 1,25 до 1 1,00…0,80 0,80…0,63 | |||
| а б в | 0,63…0,50 0,50…0,40 0,40…0,32 | 0,25 | ||
| а б в | 0,32…0,25 0,25…0,20 0,20…0,16 | |||
| а б в | 0,160…0,125 0,125…0,100 0,100…0,080 | |||
| а б в | 0,080…0,063 0,063…0,050 0,050…0,040 | |||
| а б в | 0,040…0,032 0,032…0,025 0,025…0,020 | |||
| а б в | - - - | 0,100…0,080 0,080…0,063 0,063…0,050 | 0,08 | |
| а б в | - - - | 0,050…0,040 0,040…0,032 0,032…0,025 |
Установлены следующие виды направления неровностей (таблица 2.)
Таблица 2 - Направление неровностей и их обозначение
Таблица 3 - Шероховатость поверхности при механических способах обработки
| Вид поверхности | Методы обработки | Параметр шероховатости | |||||||||||||
| Rz | Ra | Rz | |||||||||||||
| 2,5 | 1,25 | 0,63 | 0,32 | 0,016 | ,08 | 0,04 | 0,10 | ||||||||
| Наружные цилиндрические | Обтачивание | предварительное | |||||||||||||
| чистовое | |||||||||||||||
| Шлифование | предварительное | ||||||||||||||
| чистовое | |||||||||||||||
| тонкое | |||||||||||||||
| Притирка | грубая | ||||||||||||||
| средняя | |||||||||||||||
| тонкая | |||||||||||||||
| Обкатывание роликом | |||||||||||||||
| Спуперфиниширование | |||||||||||||||
| Внутренние цилиндрические | Растачивание | предварительное | |||||||||||||
| чистовое | |||||||||||||||
| тонкое | |||||||||||||||
| Сверление | |||||||||||||||
| Зенкерование | черновое | ||||||||||||||
| чистовое |
Продолжение таблицы 3
| Развертывание | нормальное | ||||||||||||||
| точное | |||||||||||||||
| тонкое | |||||||||||||||
| Протягивание | |||||||||||||||
| Внутреннее шлифование | предварительное | ||||||||||||||
| чистовое | |||||||||||||||
| Калибрование шариком | |||||||||||||||
| Притирка | грубая | ||||||||||||||
| средняя | |||||||||||||||
| тонкая | |||||||||||||||
| Хонингование | нормальное | ||||||||||||||
| зеркальное | |||||||||||||||
| Плоскости | Строгание | предварительное | |||||||||||||
| чистовое | |||||||||||||||
| тонкое | |||||||||||||||
| Цилиндрическое фрезерование | предварительное | ||||||||||||||
| чистовое | |||||||||||||||
| тонкое | |||||||||||||||
| Торцовое фрезерование | предварительное | ||||||||||||||
| чистовое | |||||||||||||||
| тонкое | |||||||||||||||
| Торцовое точение | предварительное | ||||||||||||||
| чистовое | |||||||||||||||
| тонкое | |||||||||||||||
| Плоское шлифование | предварительное | ||||||||||||||
| чистовое | |||||||||||||||
| Притирка | грубая | ||||||||||||||
| средняя | |||||||||||||||
| тонкая |
Значение параметра (параметров) шероховатости поверхности указывается над знаком, причем параметр R – только числовым значением.
Например:
|