 2015-07-21
2015-07-21 1910
1910Проволокошвейные машины значительно проще по конструкции по сравнению с ниткошвейными. Поэтому первыми практическое применение получили именно проволокошвейные машины. Шитье на них было экономичнее ручного труда, и они быстро получили широкое распространение. Но даже при наличии проволокошвейных машин особенно прочная и долговечная продукция (например конторские книги) сшивалась нитками, вручную.
В последние годы проволокошвейные машины все более уступают место ниткошвейным машинам. Правда, это относится к конструкциям, предназначенным для сшивания книг и брошюр потетрадно. Иначе развиваются проволокошвейные машины, служащие для сшивания продукции втачку и внакидку. С одной стороны, удельный вес операционных машин этого типа в типографиях также уменьшается, однако это происходит за счет все большего внедрения в производство агрегатов, в которых наряду с другими технологическими операциями (комплектовкой, крытьем мягкой обложкой, трехсторонней обрезкой) брошюры сшиваются проволокой втачку и внакидку. С другой стороны, в связи с развитием промышленности продовольственных товаров и ряда других отраслей промышленности в них все больше применяются проволокошвейные машины, служащие для изготовления всевозможных упаковок. Машины этого типа, строго говоря, не являющиеся полиграфическими, строятся на базе одного из классов полиграфических проволокошвейных машин.
|
|
|
Применяемые ныне способы скрепления книжно-журнальной продукции проволокой могут быть подразделены на две группы; (КЛАССИФИКАЦИЯ): поблочные, при которых подобранный комплект тетрадей сшивается за один рабочий цикл, и потетрадные, когда каждая тетрадь в комплекте прошивается отдельно (рис 2.4).
 а
Рис. 2.4. Способы скрепления.
а
Рис. 2.4. Способы скрепления.
|
Сущность шитья проволокой при поблочном и потетрадном способах одинакова и сводится к следующему. От проволочной нити нужного сечения отрубается кусок определенной длины, зависящей т толщины сшиваемого блока и типа швейного устройства. Отрезок проволоки формируется в виде скобы, а затем ножки скобы под давлением проталкиваются через толщу скрепляемого материала. Выступающие с другой стороны блока концы ножек загибают навстречу друг другу, создавая тем самым надежную систему усиления деталей.
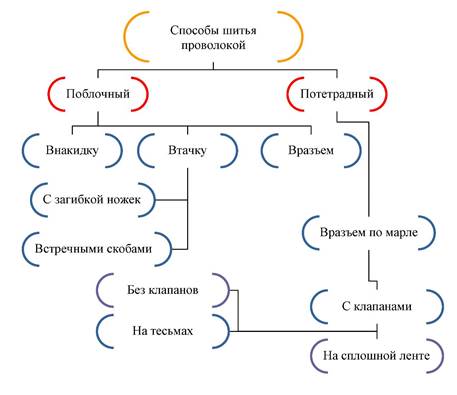
При поблочном соединении тетради скрепляются только проволочными скобами, а при потетрадном шитье помимо проволоки, прошивающей каждую тетрадь и прикрепляющей ее к корешковому материалу (обычно марле), корешок блока промазывается клеем. Пленка клея армирует механическое соединение и обеспечивает постоянство взаимного расположения тетрадей в блоке.
|
|
|
По расположению проволочных скоб в блоке относительно корешковых фальцев различают шитье втачку, внакидку и вразъем.
При шитье втачку скобы располагаются параллельно корешковым сгибам тетрадей, на некотором расстоянии от них, причем шитье может осуществляться как с загибкой ножек (рис. 2.5 а), так и встречными скобами (применяется очень редко) (рис. 2.5 б).
При шитье внакидку скобы формируются непосредственно на линии сгиба тетрадей, вложенных одна в другую (рис. 2.5 в).
При шитье вразъем скобы находятся так же на сгибе, однако их ножки загибаются не вовнутрь блока, а наружу (рис. 2.5 г).
Проволока для скрепления блоков должна обладать достаточной жесткостью, чтобы обеспечивать быстрое и правильное прокалывание сшиваемых деталей. В то же время она должна иметь определенную пластичность, которая позволяла бы выполнять формирование ножек скоб и их загибку без разрушения и потери прочности. Таким требованиям отвечает специальная полиграфическая проволока диаметром от 0,36 до 1,20 мм.
Для улучшения условий обрезки с трех сторон блоков, скрепленных проволокой и для обеспечения меньших утолщений в корешке, обычно практикуется шитье с переходами (рис. 2.5 б, в), когда скобы одного блока (или тетради) смещаются относительно соседнего на величину длины спинки скобы.
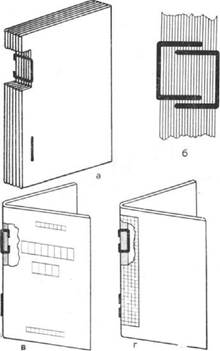 Рис. 2.5. Виды шитья.
Рис. 2.5. Виды шитья.
|
Основные требования, предъявляемые к машинам при шитье проволокой: отсутствие прорывов бумаги под скобами; правильное размещение скоб на сшиваемом объекте; равные концы загнутых частей правых и левых ножек скоб; параллельность ножек спинкам скоб; плотное прилегание спинок и ножек скоб к бумаге.
Принцип устройства и работы проволокошвейных аппаратов
Процесс работы разнотипных проволокошвейных машин примерно одинаков. Правильно подобранный комплект тетрадей вручную или механизмами подается к швейному аппарату, который начинает работать в результате подачи изделия или включается рабочим. Процесс работы швейного аппарата состоит из нескольких последовательно осуществляемых операций: подачи проволоки, отрезки заготовки, формирования скобы, прокалывания бумаги скобой, загибки ножек скобы.
Проволокошвейные аппараты состоят из следующих механизмов: подачи проволоки, отрезки проволочной заготовки, формирования П- образной скобы, проталкивания скобы, загибки ножек скобы.
Технологическая схема работы
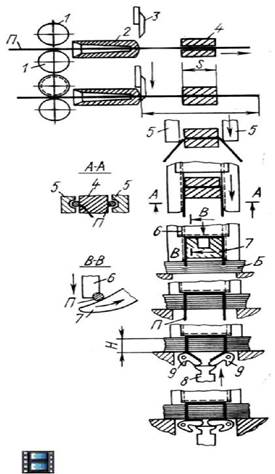 Рис. 2.6. Технологическая схемы работы проволокошвейного аппарата. приводимыми в движение
Рис. 2.6. Технологическая схемы работы проволокошвейного аппарата. приводимыми в движение
|
проволокошвейного аппарата представлена на рис. 2.6. Работа проволокошвейного аппарата начинается с подачи проволоки П, которая отматывается от рулона механизмом подачи проволоки и перемещается вправо на величину, соответствующую толщине сшиваемой продукции Н. Проволока проходит между роликами 1, через втулку 2 и отверстие проволокодержателя 4. Подвижный дисковый нож 3, опускаясь, отрезает заготовку. Проволокодержатель 4 подает ее под скобоформирующую планку 5, которая, опускаясь формирует П-образную скобу, вертикальные элементы которой — ножки — входят в пазы скобоформирующей планки 5. чтобы при шитье не изогнуться в стороны. Проволокодержатель 4 отходит от скобоформирующей планки 5, а под спинку скобы с другой стороны подходит скобоподдерживатель 7. Его назначение - в момент прокалывания бумаги предотвратить изгиб ножек внутрь и спинки скобы вниз. Скоба ножками продавливается сквозь сшиваемую продукцию проталкивающей планкой 6, а скобоподдерживатель 7 при опускании скобы постепенно выходит из-под спинки. Концы ножек скобы, выступающие снизу, после прокалывания продукции загибаются навстречу друг другу качающимися боковыми планками 9 толкателем 8.








