 2015-07-14
2015-07-14 877
877Машинне проявлення проекспонованих пластин
Для обробки пластин можуть застосовуватися різні проявні машини (рис. 3. 43), на яких виконуються операції проявлення (камера 3), промивання (камера 4), нанесення колоїду 8 та сушіння 9. Проекспоновану пластину розміщують на столі загрузки / та подають на транспортувальні валики, наступне просування пластини відбувається автоматично до виходу 2. Швидкість переміщення порядку 0,6—0,7 м/хв. Потрібно пам'ятати, що в процесі промивання пластини має застосовуватися проточна вода з розбризкувачів 5: використання води для промивання пластин у замкненому циклі неприпустиме. Потім корегують форму. Форму знову обробляють у проявній машині, вводячи її одразу до секції промивання 7, а потім знову наноситься захисне покриття та форма сушиться в сушці. Режими процесу оброблення пластини задаються на робочій панелі машини. Контролюється кількість та температура сушіння, можна змінювати швидкість проявного валика та збільшити швидкість проходження форм.
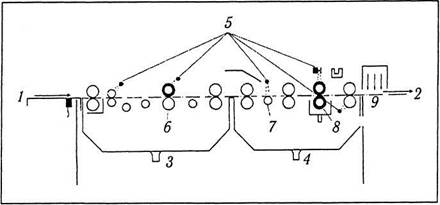 |
Рис. З A3. Проявна машина в розрізі:
1 — ввід;
2 — вивід;
3 — камера проявлення;
4 — камера промивання
водою;
5 — розбризкувані;
6 — проявлення;
7 — промивання водою;
8 — гумування;
9 — сушіння
150 __________________________________________________ Розділ З
Проявна машина потребує регулярного догляду. В проявну секцію заливають спеціальний розчин при температурі до ЗО °С. Запускають машину та прокачують розчин протягом 15—20 хв. Зливають розчин. Потім промивають машину водою протягом 10—15 хв. Якщо на валиках процесора залишилися залишки проявника, необхідно зняти їх з процесора та обробити вручну розчином, а потім водою. У випадку скляніння валиків їх необхідно обробити розчинами для відновлення офсетних гумових полотен та валів. Фільтри проявника також промивають водою. Повна профілактика машини проводиться раз на місяць, промивання машини здійснюється після кожної заміни проявника.
Ручне проявлення проекепонованих пластин
Проявлення тампоном. Проекспоновану копію переносять у спеціальну кювету і виливають на неї необхідну кількість проявного розчину, а за допомогою губки рівномірно розподіляють проявник по усій поверхні пластини, а надлишок видаляють за допомогою гумового ракеля. Проявник залишають на 20—30 с, а потім потрібні місця обробляють ще раз. Проявлення здійснюється не тільки по зображенню, але й по усій поверхні пластини. Потрібно сумлінно обробити краї пластини та контрольні шкали. Температура проявника має складати 23±2 °С: при більш низькій температурі проявника час проявлення зростає, а при більш високій — відбувається швидке виснаження розчину. В процесі обробки поверхні проекспонованої пластини проявником копіювальний шар, над майбутніми пробільними елементами друкарської форми, розчиняється в проявнику, залишаючи чистою вихідну поверхню алюмінієвої пластини. Проявлення пластини можна вважати закінченим, коли з пробільних елементів повністю видалено копіювальний шар.
Кюветне проявлення. Пластину швидко занурюють у кювету, наповнену готовим проявляючим розчином. Час проявлення у свіжому розчині приблизно 1 хв., час можна збільшувати до 3-х хв. при виснаженому проявнику. Для підсилення проявника користуються регенеруючим розчином. Для рівномірності проявлення кюветою похитують. Розчини для проявлення готується з спеціального рідкого чи сухого фірмового концентрату, що розводиться чи розчиняється водою у певному співвідношенні. Одним літром проявного розчину можна обробити 10—12 м2 поверхні формних пластин.
ВИГОТОВЛЕННЯ ДРУКАРСЬКИХ ФОРМ_________________________________ 151
Можливе використання проявника на основі силікату натрію, але у цьому випадку концентрації компонентів проявника підбираються дослідним шляхом. Такий проявник містить від 12 до 40 г/л Na2Si03 та від 3 до 5 г/л NaOH. Небажано проявляти пластини у розчині NaOH. Застосування їдкого натрію як проявної речовини різко знижує тира-жостійкість пластин та порушує гідрофільність пробільних елементів друкарської форми в процесі друкування.
При необхідності (наприклад, обробка форм після пробного друкування чи для повторного друкування тиражу) застосовують різноманітні очищувачі.
При появі в процесі друкування висипки, бруду, тінення тощо використовується очищувальна емульсія, її ще називають «молочко». Очищувальну емульсію можна розводити водою в різних співвідношеннях. Після обробки поверхні друкарської форми очищувальною емульсією необхідно промити її потім ще водою. Не рекомендується залишати очищувальну емульсію на поверхні форми на тривалий час. Очищувальну емульсію потрібно наносити на зволожену поверхню форми. Треба відмовитися від підтравлю-вання друкарської форми ортофосфорною кислотою, адже це негативно впливає на гідрофільні властивості поверхні друкарської форми.








