 2015-08-21
2015-08-21 3616
3616Импульсные нагрузки, возникающие при взрыве, позволяют реализовать при обработке металлов физические процессы, не используемые в традиционных методах сварки, штамповки, упрочнения, плакирования, дробления и др.
Сварку и штамповку металла взрывом осуществляют при непосредственном контакте ВВ и металла или при передаче энергии взрыва через промежуточную среду (вода, масло, воздух).
Взрывом сваривают однородные и разнородные металлы, которые не соединяют обычными способами (сталь с медью, алюминий со сталью и другие сочетания). С помощью взрыва можно получать как биметаллические, так и многослойные соединения различных металлов. Соударение металлов при сварке взрывом происходит призначительных скоростях и сопровождается волновыми процессами на поверхности контакта. Сварку массивных деталей осуществляют контактным методом, а листы металла и фольгу соединяют, как правило, дистанционным методом с использованием промежуточной среды. Для сварки металлические пластинки устанавливают на некотором расстоянии параллельно или под углом 5—15° друг к другу. Нижнюю пластинку располагают на массивном основании, а на верхнюю помещают заряд ВВ (рис. 15.9). Сварку взрывом применяют для многослойных и композиционных материалов. Характерной особенностью сварки взрывом является соединение деталей по всей поверхности соприкосновения.
Штамповку металла взрывом применяют для изготовления изделий практически неограниченных размеров (рис. 15.10). Заготовку обычно помещают на матрицу, укрепляют на ней, а заряд размещают или непосредственно на заготовке, или в передающей среде. При взрыве заряда ВВ заготовка деформируется и приобретает форму матрицы. Взрыв создает высокие скорости деформации штампуемого металла и улучшает его механические свойства.
Для штамповки используют порох и мощные ВВ. Массу заряда и параметры его расположения определяют опытным путем.
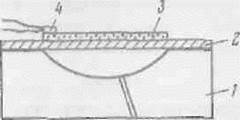
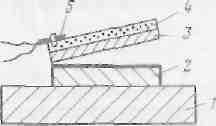
Рис. 15.9. Схема сварки металла взры- Рис. 15.10. Схема штамповки металла взрывом:
вом:
1 — основание; 2 — неподвижная пласти- 1 — матрица; 2 — пластина; 3 — заряд
на; 3 — метаемая пластина; 4 — ВВ; 5 — ВВ; 4 — электродетонатор
ЭД
Рис. 15.11. Схема расположения зарядов гексопласта на зубьях ковша экскаватора:
1 — зуб ковша; 2 — ДШ; 3 — заряд гексопласта; 4 — металлическая подкладка
Одним из перспективных методов обработки металла является упрочнение его взрывом. Упрочнение происходит при распространении в металле ударных волн. Механизм упрочнения связан с улучшением кристаллической структуры металлов при взрыве. В настоящее время упрочняют взрывом зубья ковшей экскаваторов (рис. 15.11), детали дробилок, сварные швы, траки гусеничных Машин, стрелочные переводы и др. Обработанные взрывом детали 1шин обладают повышенной износостойкостью. Для упрочнения металлов применяют листовые заряды гексопласта.
Для дробления металла и металлических конструкций используют наружные и шпуровые заряды. Масса наружных зарядов ВВ для перебивания металлического предмета определяется по формуле
Q = qmS,
где qм = 10÷30 г/см2 — расчетный удельный расход ВВ; S — площадь поперечного сечения перебиваемого предмета, см2.
Для обработки металлов взрывом применяют специальные ВВ, характеристика которых приведена в табл. 15.2.

 Таблица 15.2
Таблица 15.2
Взрывчатые вещества для обработки металлов взрывом
| Показатели | Аммонит AT | Гексопласт ГП-87К. | Аммонит А-2 |
| Теплота взрыва, кДж/кг Объем газов, л/кг Плотность, г/см3 Работоспособность, г/сма Критическая толщина слоя, мм Скорость детонации, км/с | 0,8—0,9 270—285 10—15 1,5-3,8 | 1,45—1,5 400—410 3—4 7,0—7,5 | 1,85—0,95 300—310 35—55 2,5—4,5 |
При перебивании конструкций толщиной более 15 см применяют шпуровые заряды. Диаметр шпуров 35—42 мм, а глубина 1/2-7-2/3 толщины конструкции. Для стальных конструкций глубина шпуров может достигать 3/4 ее толщины. Шпуры в металле выплавляют с помощью газовых горелок или высверливают электродрелью. Длина заряда в шпуре составляет 0,7 глубины шпура. Расстояние между шпурами 1—1,5 глубины шпуров, но не более 0,5 м. При взрывании полых деталей заряд размещают внутри их, а для обеспечения равномерного дробления детали всю полость заполняют влажным песком. При авариях в скважинах разрушение шарошечных долот, переходников, оставленных в скважине при аварии, производится кумулятивными торпедами осевого действия. Для обрыва обсадных труб в скважинах используют кумулятивные круговые труборезы. Для получения отверстий в листовых деталях и заготовках используют кумулятивные заряды. Конструкции коробчатой формы и различные емкости дробят гидровзрывным способом. При этом емкость заполняют водой, внутрь ее помещают заряд ВВ и взрывают.
Для образования отверстий в трубах и резки металлических листов взрывом применяют детонирующие шнуры с продольными кумулятивными выемками.
Обработку металла взрывом производят на специальных площадках или в бронеямах. Взрывание производят из заглубленного блиндажа, удаленного от места взрыва на расстояние не менее 100 м.








