 2015-08-13
2015-08-13 533
533| Для систем управленияМС характерны сигнализация, цифровая индикация положения узлов станка, различ-ные формы адаптивного управления. МС -это в основном одношпиндельные станки с револьверными и шпиндельными головками. |
Многоцелевые станки (обрабатывающие центры) для обработки заготовок корпусных деталей. МС для об-работки заготовок корпусных деталей подразделяют на горизонтальные и вертикальные.
Обработка заготовок на МС по сравнению с их обработкой на фрезерных, сверлильных и других станках с ЧПУ имеет ряд особенностей. Установка и крепление заготовки должны обеспечивать ее обработку со всех сторон за одну установку (свободный доступ инструментов к обрабатываемым поверхностям), так как только в этом случае возможна многосторонняя обработка без переустановки.
Обработка на МС не требует, как правило, специальной оснастки, так как крепление заготовки осуществляется с помощью упоров и прихватов. МС снабжены магазином инструментов, помещенных на шпиндельной голов-ке, рядом со станком или в другом месте. Для фрезерования плоскостей используют фрезы небольшого диа-метра и обработку производят строчками. Консольный инструмент, применяемый для обработки неглубоких отверстий, имеет повышенную жесткость и, следовательно, обеспечивает заданную точность обработки. От-верстия, лежащие на одной оси, но расположенные в параллельных стенках заготовки, растачивают с двух сторон, поворачивая для этого стол с заготовкой.
Если заготовки корпусных деталей имеют группы одинаковых поверхностей и отверстий, то для упрощения составления технологического процесса и программы их изготовления, а также повышения производитель-ности обработки (в результате сокращения вспомогательного времени) в память УЧПУ станка вводят постоян-ные циклы наиболее часто повторяющихся движений (при сверлении, фрезеровании). В этом случае програм-мируется только цикл обработки первого отверстия (поверхности), а для остальных - задаются лишь коорди-наты (X и Y) их расположения.
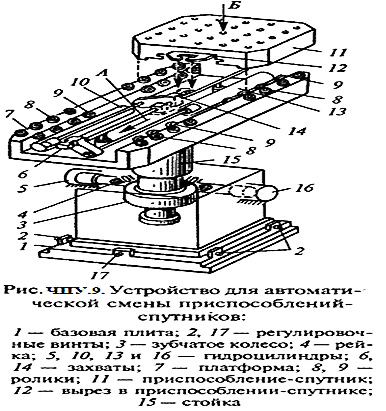
Устройство для автоматической смены приспособления-спутника (ПС) на станке модели ИР500МФ4 показано на рис.4. ПС 11 устанавливают на платформу 7 (вместимостью два ПС), на которой смонтированы гидроцили-нд-ры 10 и 13. Штоки гидроцилиндров имеют Т-образные захваты 14 и 6. При установке на платформу (пере-мещение по стрелке Б) ПС вырезом 12 входит в зацепление с захватом 14 штока. На платформе ПС базируется на роликах 9 и центрируется (по боковым сторонам) роликам 8 (исходное положение ПС в позиции ожида-ния). Перемещение штока гидроцилиндра 10 обуславливает качение (по роликам) спутника. При движении штока гидроцилиндра 13 захват 6 перемещается (по направляющей штанге) и катит ПС по роликам 9 и 8 (в направлении стрелки А) на поворотный стол станка, где спутник автоматически опускается на фиксаторы. В результате захват 6 выходит из зацепления с ПС и стол станка (с закрепленным на нем спутником) на быстром ходу перемещается в зону обработки.
Заготовку закрепляют на спутнике во время обработки предыдущей заготовки (когда ПС находится в позиции ожидания) или заранее, вне станка. После того как заготовка будет обработана, стол станка автоматически (на быстром ходу) передвигается вправо к устройству для смены спутника и останавливается в таком положении, при котором фигурный паз ПС оказывается под захватом 6. Гидроцилиндр поворотного стола расфиксирует спутник, после чего ПС входит в зацепление с захватом 6, а масло поступает в штоковую полость гидроцили-ндра 13, шток смещается в крайнее правое положение и перемещает спутник с заготовкой на платформу 7, где уже находится ПС с новой заготовкой. Чтобы поменять спутник местами, платформа поворачивается на 180° (на стойке 15) зубчатым колесом 3, сопряженным с рейкой 4, приводимой в движение гидроцилиндрами 5 и 16. Платформу 7 точно выверяют относительно поворотного стола станка с помощью регулировочных вин-тов 2 и 17, ввернутых в выступы базовой плиты 1, неподвижно закрепленной на фундаменте.








