 2015-08-21
2015-08-21 10371
103719.5.8 К разнотолщинным соединениям следует относить:
соединения труб, отличающихся по нормативной толщине более чем на 2 мм;
то же, с соединительными деталями;
то же, с запорной арматурой.
9.5.9 Сборку элементов, отличающихся по толщине на 2 мм и менее разрешается производить без дополнительной обработки свариваемых торцов.
9.5.10 Подготовку, сборку и сварку разнотолщинных элементов разрешается производить в соответствии с типовыми схемами, приведенными на рисунке 9.2:
схема А - разрешается применять для соединений "труба - соединительная деталь" при разнотолщинности  не более 1,5;
не более 1,5;
схема Б - разрешается применять для кольцевых соединений труб и соединительных деталей без специальной обработки торцов элементов при разнотолщинности не более 1,5;
схема В - разрешается применять для кольцевых соединений труб и соединительных деталей в случае специальной обработки торца с большей толщиной стенки с наружной стороны до разнотолщинности элементов в зоне сварки  не более 1,5;
не более 1,5;
схема Г - разрешается применять для кольцевых соединений труб и соединительных деталей в случае специальной обработки торца с большей толщиной стенки как с наружной, так и с внутренней стороны до разнотолщинности элементов в зоне сварки не более 1,5.
Рисунок 9.2 - Регламентируемые варианты обработки торцов стыкуемых разнотолщинных элементов
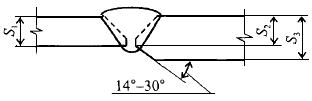
А Обработка стенки с толщиной  с внутренней стороны до размера
с внутренней стороны до размера 
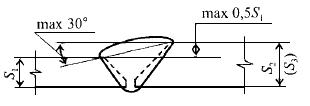
Б Соединение  1,5 без дополнительной обработки свариваемых торцов
1,5 без дополнительной обработки свариваемых торцов 
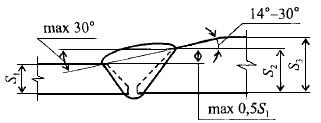
В Обработка стенки с толщиной с наружной стороны до размера 
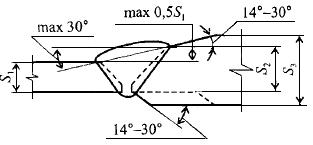
Г Обработка стенки с толщиной с наружной и внутренней стороны до размера
 - толщина стенки тонкостенного элемента;
- толщина стенки тонкостенного элемента;  - толщина свариваемого торца толстостенного элемента; - толщина стенки толстостенного элемента
- толщина свариваемого торца толстостенного элемента; - толщина стенки толстостенного элемента
Рисунок 9.2 - Регламентируемые варианты обработки торцов стыкуемых разнотолщинных элементов
Допускается соединение труб с толстостенными соединительными деталями заводского изготовления, имеющими кольцевую цилиндрическую расточку (на схеме указана пунктиром) внутренней поверхности до соответствующего диаметра присоединяемой трубы.
9.5.11 При разнотолщинности  более 1,5 (для схем А и Б - при более 1,5) соединение элементов выполняется путем вварки между ними катушки промежуточной толщины шириной не менее 250 мм или переходных колец, изготовленных в заводских условиях.
более 1,5 (для схем А и Б - при более 1,5) соединение элементов выполняется путем вварки между ними катушки промежуточной толщины шириной не менее 250 мм или переходных колец, изготовленных в заводских условиях.
9.5.12 При выборе конструктивного решения по стыковке элементов разной толщины, согласно схемам Б, В и Г рисунка 9.2 должна производиться проверка прочности по следующей формуле
 , (9.1)
, (9.1)
где ,  - толщина стенки тонкостенного элемента (мм) и его нормативное временное сопротивление (МПа) соответственно;
- толщина стенки тонкостенного элемента (мм) и его нормативное временное сопротивление (МПа) соответственно;
,  - высота разделки кромки под сварку толстостенного элемента (мм) и его нормативное временное сопротивление (МПа) соответственно.
- высота разделки кромки под сварку толстостенного элемента (мм) и его нормативное временное сопротивление (МПа) соответственно.
Для соединений, выполняемых по схеме А (рисунок 9.2), допускается разнотолщинность  1,5 при разности нормативных значений временного сопротивления основного металла элементов до 98 МПа (10 кгс/мм
1,5 при разности нормативных значений временного сопротивления основного металла элементов до 98 МПа (10 кгс/мм  ) включительно.
) включительно.
9.5.13 Сварка разнотолщинных соединений труб может быть выполнена следующими способами:
ручной дуговой сваркой электродами с основным видом покрытия всех слоев шва;
ручной дуговой сваркой электродами с основным видом покрытия корневого слоя шва и механизированной сваркой самозащитной порошковой проволокой заполняющих и облицовочного слоев шва;
ручной дуговой сваркой электродами с основным видом покрытия корневого слоя шва и автоматической сваркой порошковой проволокой в защитных газах заполняющих и облицовочного слоев шва;
механизированной импульсно-дуговой сваркой проволокой сплошного сечения в углекислом газе корневого слоя шва и механизированной сваркой самозащитной порошковой проволокой заполняющих и облицовочного слоев шва;
механизированной импульсно-дуговой сваркой проволокой сплошного сечения в среде углекислого газа корневого слоя шва и автоматической сваркой порошковой проволокой в защитных газах заполняющих и облицовочного слоев шва;
автоматической двухсторонней сваркой проволокой сплошного сечения в защитных газах.
9.5.14 Сборку стыков разнотолщинных соединений труб диаметром от 426 до 1420 мм следует производить на внутреннем или наружном центраторе. При сборке стыков труб с запорно-регулирующей арматурой внутренние поверхности арматуры должны быть защищены от брызг расплавленного металла.
9.5.15 Разнотолщинные соединения труб диаметром 1020 мм и более должны выполняться с внутренней подваркой по всему периметру стыка с последующей зачисткой подварочного слоя от шлака и брызг.
9.5.16 Не допускается оставлять не полностью сваренные стыки при выполнении специальных сварочных работ - сварке захлестов, разнотолщинных соединений труб и соединений труба плюс соединительная деталь трубопровода, труба плюс запорная арматура.
9.6 Термическая обработка сварных соединений
9.6.1 Необходимость и режим термообработки сварных соединений определяются конкретными параметрами трубопровода в процессе аттестации технологии сварки и указываются в проекте и технологических картах. Термообработку следует проводить после получения положительных результатов неразрушающего контроля качества сварного соединения.
9.6.2 Термообработку сварных соединений трубопроводов следует проводить путем нагрева всего периметра сварного соединения. Ширина зоны полного нагрева должна быть не менее  , где
, где  и
и  - соответственно, наружный диаметр и толщина стенки трубы.
- соответственно, наружный диаметр и толщина стенки трубы.
9.6.3 Зона теплоизоляции при термообработке сварных соединений должна быть не менее  .
.
9.6.4 Контроль термической обработки должен быть выполнен с соблюдением технологии, записью режимов и измерением твердости. Измерение твердости металла шва и зоны термического влияния по обе стороны шва выполняют в соответствии с ГОСТ 22761. Количество участков измерений твердости по периметру стыка не менее трех.
9.6.5 При проведении термической обработки необходимо руководствоваться инструкциями по эксплуатации оборудования для термической обработки.
9.7 Ремонт сварных соединений
9.7.1 Ремонт сварных соединений, выполненных способами сварки, регламентированными настоящим сводом правил, и имеющих недопустимые дефекты, следует осуществлять ручной дуговой сваркой электродами с основным видом покрытия сварщиками, аттестованными по данному виду работ.
Допускается ремонт следующих дефектов:
шлаковых включений; пор; непроваров; несплавлений; подрезов.
Ремонт трещин не допускается.
Также не допускается ремонт пор и свищей в местах выхода расслоений на кромки.
9.7.2 Длина разделки одного ремонтного участка должна быть не менее 50 мм. Суммарная длина ремонтируемых участков шва с недопустимыми дефектами не должна превышать 1/6 периметра стыка. Ремонт сваркой труб при строительстве подводных переходов запрещается.
9.7.3 Ремонт сварных стыков труб диаметром до 1020 мм разрешается осуществлять только снаружи, а труб диаметром 1020 мм и более - снаружи или изнутри, в зависимости от глубины залегания дефекта и возможности доступа к стыку изнутри трубы.
9.7.4 Ремонт изнутри трубы выполняется в том случае, если дефекты расположены в корневом слое шва, подварочном слое и в горячем проходе (ремонт дефектов в горячем проходе может осуществляться также снаружи трубы).
9.7.5 При ремонте подрезов или недостаточного перекрытия в облицовочном слое шва и подрезов в подварочном или внутреннем (при двухсторонней сварке) слоях шва выполняется вышлифовка части сечения соответствующего ремонтируемого слоя заподлицо с трубой. Ширина вышлифовки устанавливается таким образом, чтобы ширина ремонтируемого шва не вышла за пределы допустимой величины (габариты шва). Ремонт дефектов данного вида разрешается выполнять наложением одного - двух валиков. Допускается увеличение ширины шва на участке ремонта не более чем на 2 мм.
9.7.6 Выборка дефектных участков должна осуществляться механическим способом или плазменной строжкой. Полнота удаления дефекта должна быть проконтролирована физическими методами.
Запрещается выплавлять дефекты сваркой.
9.7.7 Перед началом сварки ремонтируемого участка следует выполнить обязательный предварительный подогрев. Выбор режимов подогрева регламентирован 9.4.7 настоящего свода правил.
9.7.8 Для наружных или внутренних дефектных участков длиной менее 100 мм допускается местный подогрев однопламенной горелкой снаружи трубы. В других случаях необходим равномерный предварительный подогрев всего периметра стыка кольцевой газовой горелкой.
Перед началом сварки первого ремонтного слоя температура металла должна быть не менее 100 °С.
9.7.9 Ремонтные работы на сварном стыке должны осуществляться полностью без перерыва.
9.7.10 Все отремонтированные участки стыка должны быть подвергнуты визуальному и измерительному контролю и контролю физическими методами, регламентированными для данного сварного соединения.
9.7.11 Повторный ремонт одного и того же дефектного участка сварного стыка с применением сварки не допускается, стык подлежит вырезке.
9.8 Требования к сварочным материалам
9.8.1 Для сварки применяются следующие сварочные материалы:
электроды с основным и целлюлозным видами покрытия для ручной дуговой сварки;
флюсы плавленые и агломерированные для автоматической сварки поворотных стыков;
сварочные проволоки сплошного сечения для автоматической и механизированной сварки в среде защитных газов и автоматической сварки под флюсом;
самозащитные порошковые проволоки для механизированной сварки;
порошковые проволоки для автоматической сварки в среде защитных газов;
защитные газы - аргон газообразный, двуокись углерода газообразная и их смеси - для ручной аргонодуговой, автоматической и механизированной сварки;
присадочные прутки для аргонодуговой сварки неплавящимся электродом.
9.8.2 Все сварочные материалы (электроды, проволоки, флюсы) должны соответствовать действующим стандартам и техническим условиям на каждую марку сварочного материала, должны обеспечивать требуемый уровень прочностных и вязкопластических свойств сварных соединений и сварочно-технологических характеристик. Система аттестации сварочных материалов определена в [33]. Для металлических покрытых электродов необходимо предусмотреть проверку сварочно-технологических свойств по ГОСТ 9466.
9.8.3 При проведении аттестации проволок для сварки в среде защитных газов испытания проводятся для конкретных комбинаций проволока - защитный газ.
9.8.4 Аттестация отдельных партий сварочных материалов может быть проведена их потребителем. При этом свидетельство об аттестации выдается на конкретные партии материалов.
9.8.5 Выбор сварочных материалов для сварки трубопроводов должен осуществляться в зависимости от:
марки стали, класса прочности и типоразмера свариваемых труб;
требований к механическим свойствам сварных соединений, выполненных с их использованием;
условий прокладки трубопровода и наличия специальных требований к сварным соединениям;
сварочно-технологических свойств и производительности наплавки сварочных материалов;
схемы организации сварочно-монтажных работ и требуемого темпа их выполнения.
9.8.6 В случае сварки стыков труб из сталей различных групп прочности сварочные материалы должны выбираться по трубе более высокого класса прочности.
9.9 Маркировка сварных соединений
Каждый сваренный стык должен быть идентифицирован (дата, номер стыка, клеймо сварщика).
Маркировка производится несмываемой краской снаружи трубы и наносится на расстоянии от 100 до 150 мм от стыка в верхней полуокружности трубы.
При изоляции стыков с помощью термоусадочных манжет клейма наносятся максимально близко к стыку из условий их полной видимости.
9.10 Требования к оборудованию для дуговых способов сварки
9.10.1 Примеры применения сварочного оборудования приведены в [34].
9.10.2 Следует применять сварочное и вспомогательное оборудование, обеспечивающие соблюдение требований технологической карты, а также контроль режимов сварки в пределах устанавливаемых диапазонов. Контрольно-измерительные приборы сварочного оборудования и установок должны быть поверенными в установленные сроки.
9.10.3 Источники сварочного тока должны иметь возможность их использования в составе передвижных и самоходных агрегатов при пониженном качестве автономной электросети переменного тока, характерного для сетей ограниченной мощности.
9.10.4 Максимальные колебания установленных значений сварочного тока и напряжения из-за взаимного влияния постов не более ±5% установленных значений при использовании источников тока для компоновки автономных многопостовых агрегатов питания сварочных постов.
9.10.5 При колебаниях напряжения питающей сети от плюс 10 до минус 10% номинального значения, изменение установленной величины тока (напряжения) не должно превышать ±2%.
9.11 Контроль качества сварных соединений
9.11.1 Контроль качества сварных соединений трубопроводов в составе строительно-монтажных работ должен осуществляться подрядчиком и включать в себя следующие виды контроля:
входной контроль труб и сварочных материалов в соответствии с 6.2 и 9.8 настоящего свода правил;
пооперационный контроль, осуществляемый в процессе сборки и сварки в соответствии с технологической картой на сварку;
приемочный контроль сварных соединений.
При приемочном контроле сварных соединений должен проводиться:
визуальный и измерительный контроль каждого сварного соединения;
контроль неразрушающими методами каждого сварного соединения;
оценка качества сварного соединения, сваренного автоматической стыковой контактной сваркой оплавлением, путем контроля зарегистрированных параметров процесса сварки;
механические испытания и металлографические исследования сварных соединений.
Перед началом сварки контролируют:
наличие у сварщика допуска к подлежащим выполнению работам (по удостоверениям);
наличие маркировки и/или записи в журнале учета сварочных работ, подтверждающих соответствие сборки установленным требованиям;
чистоту кромок и поверхностей, подготовленных под сварку;
марки и сортамент применяемых сварочных материалов;
наличие документов, подтверждающих положительные результаты контроля сварочных материалов;
дату прокалки покрытых электродов и флюсов или соответствие влажности флюсов и покрытия электродов установленным требованиям;
соответствие поверхности присадочных материалов требованиям стандартов или технических условий;
температуру предварительного подогрева (если таковой предусмотрен ТК).
В процессе сварки контролируют:
режимы сварки и последовательность выполнения операций (по сварке, зачистке, контролю);
очередность выполнения сварных швов;
температуру окружающей среды (на расстоянии не менее 2 м от свариваемых изделий);
температуру подогрева;
соблюдение очередности наложения валиков и слоев;
выполнение специальных требований по сварке деталей из разнородных и двухслойных сталей;
толщину первого слоя и суммарную толщину противокоррозионного покрытия.
После окончания сварки контролируют:
наличие и правильность маркировки выполненных сварных швов;
соответствие условий пребывания выполненных сварных соединений с момента окончания сварки до начала термической обработки.
Заказчик контролирует соответствие выполнения всех контрольных операций подрядчика требованиям настоящего свода правил, технологическим инструкциям и достоверности документирования результатов, выполняет выборочный дублирующий контроль качества сварных соединений физическими методами в объемах, указанных в проектной документации или в плане контроля качества.
9.11.2 Для реализации каждого метода неразрушающего контроля подрядчиком разрабатываются технологические карты, согласованные с заказчиком.
9.11.3 Пооперационный контроль должен включать:
контроль геометрических параметров разделки кромок в соответствии с технологической картой на сварку;
контроль очистки поверхности концов труб, подготовленных под сварку, и разделки кромок от ржавчины, окалины, влаги и прочих загрязнений;
контроль сборки труб под сварку (величины зазора, превышения кромок и соосности стыкуемых труб);
контроль просушки и температуры подогрева свариваемых кромок;
контроль сварочных материалов на соответствие технологической карте на сварку;
контроль технологических параметров режимов сварки и термической обработки, предусмотренных в технологических инструкциях и картах;
контроль очистки сварного шва от шлака и брызг;
контроль маркировки сварного шва.
9.11.4 Правила проведения визуального и измерительного контролей изложены в руководящем документе [35], другой действующей нормативной документации, технологической карте контроля и должны включать:
контроль геометрических параметров сварных швов, включая ширину, высоту и плавность перехода от сварного шва к основному металлу, величину смещения кромок и взаимного смещения заводских швов;
контроль дефектов поверхности сварных швов, включая поры, прижеги, включения, трещины любых размеров, незаваренные кратеры, грубую чешуйчатость, расслоения, выходящие на поверхность, а также другие видимые дефекты, размеры которых превышают нормы отбраковки, приведенные в таблицах А.1.1 и А.1.2 (приложение А).
При доступности сварных соединений для визуального контроля с двух сторон контроль следует проводить как с наружной, так и с внутренней стороны.
Результаты визуального и измерительного контроля должны быть зафиксированы в журнале неразрушающего контроля и оформлены заключением.
Дефекты, выявленные при визуальном и измерительном контроле и не требующие для их устранения применения сварки, должны быть устранены до выполнения последующих радиографического и/или ультразвукового контроля.
9.11.5 При контроле (регистрации) параметров стыковой контактной сварки оплавлением оценка качества по данным регистрации параметров процесса сварки должна производиться на каждом кольцевом сварном соединении, сваренным автоматической стыковой контактной сваркой оплавлением. При этом обязательной проверке подлежат следующие параметры процесса: первичное напряжение на сварочном трансформаторе; сварочный ток; время сварки; скорость сближения кромок в начальный и конечный период оплавления; скорость осадки; припуск на оплавление и осадку; время осадки под током.
Сварные соединения считаются годными, если зарегистрированные фактические параметры процесса полностью соответствуют заданным значениям с учетом установленных технологической инструкцией допустимых отклонений, изложенным в [26] и [36].
Кроме контроля по данным регистрации параметров процесса сварки и по результатам механических испытаний сварных соединений, выполненных автоматической стыковой контактной сваркой оплавлением, необходимо применять неразрушающие методы контроля (радиография, УЗК).
9.11.6 Механические испытания образцов сварных соединений производят при аттестации технологии сварки, допускных испытаниях сварщиков, при контроле качества сварных соединений и проверке системы автоматического управления стыковой контактной сваркой оплавлением и включают:
испытание сварного соединения на статическое растяжение;
испытание сварного соединения на статический изгиб или на сплющивание (для труб диаметром  89 мм);
89 мм);
испытание сварного соединения на ударный изгиб (при аттестации технологии сварки);
измерение твердости металла сварного соединения (при аттестации технологии сварки и контроле термической обработки).
Количество образцов, схема их вырезки, методика проведения испытаний, критерии оценки и формы отчетной документации изложены в [30], а допускные испытания в технологической инструкции по автоматической стыковой контактной сварке оплавлением.
9.11.7 Контроль по макрошлифам кольцевых сварных соединений проводят при аттестации технологии механизированной двухсторонней сварки поворотных стыков под флюсом, допускных испытаниях сварщиков и при периодическом контроле качества товарных стыков (одного из каждых двухсот). Темплеты для изготовления макрошлифов (не менее трех на стык) должны быть вырезаны на любом участке сварного соединения равномерно по периметру стыка. На макрошлифах должны быть проконтролированы:
величина перекрытия внутренних и наружных слоев (не менее 3 мм для труб с толщиной стенки более 12,5 мм и не менее 2 мм для труб с толщиной стенки 12,5 мм и менее);
смещение осей внутренних и наружных слоев (не более 2 мм);
глубина проплавления внутреннего шва (не более 7 мм при толщине стенки до 20 мм включительно и не более 10 мм при толщине стенки более 20 мм).








