 2015-08-21
2015-08-21 361
361Для специальных и специализированных станков применяемых в крупносерийном производстве техническая характеристика определяется из условий обработки заданных конкретных поверхностей деталей.
Для условий единичного и серийного производства вначале составляют перечень деталей, подлежащих обработке с указанием их материала, физико-механических свойств и вида заготовки, припусков, характера обработки и предельных размеров обрабатываемых поверхностей. Затем устанавливаются возможные виды обработки на проектируемом станке.
При малом числе выполняемых операций упрощается конструкция станка, снижаются его стоимость и расходы на эксплуатацию. Однако при этом возникают дополнительные затраты на транспортировку и установку деталей для выполнения дополнительных операций на других станках.
При рассмотрении выполнения пунктов работы используем пример нарезания зубьев на зубодолбежном станке.
При выполнении пункта 1.1, если не указаны в задании виды выполняемых работ на станке, то необходимо составить полный перечень возможных схем обработок [4-6].
Для нашего примера
Нарезание зубчатых колёс производится по методу обката (рис. 1) долбяками. Долбяк совершает возвратно-поступательное движение параллельно оси заготовки (главное) и вращается вокруг своей оси
(движение круговой подачи), заготовка получает вращательное движение в строгом соответствии с вращательным движением инструмента (движение обката).
Процесс резания происходит только при рабочем ходе долбяка, а при обратном (холостом) ходе долбяк в радиальном направлении отводится автоматически от заготовки, благодаря чему устраняются трение и износ режущих зубьев. К началу рабочего хода долбяк автоматически перемещается к заготовке, возвращаясь в исходное положение. На столе станка заготовка может крепиться на оправке, при помощи гидравлического зажима или в специальном приспособлении.
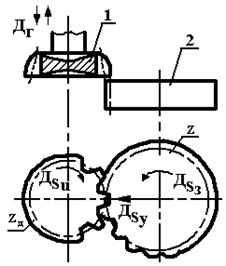
Рис. 1. Схема обработки при нарезании зубьев долбяком
При выполнении пункта 1.2 можно воспользоваться [4-6].
Для нашего примера эскиз рабочей зоны приведен на рис.2.
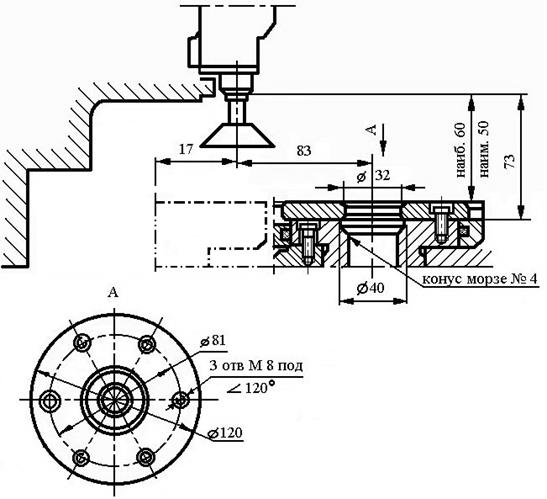
Рис.2. Эскиз рабочей зоны станка
При выполнении пункта 1.3 необходимо выбрать инструмент, обеспечивающий наибольшую производительность [4,8]. Для этого черновые переходы необходимо выполнять инструментом, изготовленным из наиболее прочных (быстрорежущих сталей или твёрдых сплавов) и износостойких материалов, а чистовые – из наиболее износостойких (твердых сплавов и сверхтвёрдых материалов).
При выполнении пункта 1.4. необходимо выбрать вид заготовки и способ её получения (литьё, ковка, штамповка, прокатка и т.д.) в зависимости от типа производства. Затем выбрать припуски по справочникам
[5,6] для черновой и чистовой обработки.
При выполнении пункта 1.5. Для всех видов работ и размеров инструмента необходимо рассчитать режимы обработки по справочникам [7-10].
Составить таблицу режимов.
Таблица 1
| Обрабатывамый материал | Инструм. материал | Вид обработки | Показатели режима резания | |||||||
| t, мм | SZ, мм зуб | S0, мм об | Sм, мм мин | u, м/мин | n, об/мин | N, кВт | PZ x,y, Н | |||
| черновая | ||||||||||
| чистовая |
Анализируя таблицу режимов, необходимо определить предельные значения частот или подач и скорректировать их по паспортным данным. Для рассматриваемого примера по табл.2
Таблица 2








