 2015-08-21
2015-08-21 3603
3603ВВЕДЕНИЕ
Развитие современного машиностроения невозможно без широкого использования производительного металлообрабатывающего оборудования, оснащенного устройствами числового программного управления (УЧПУ). Особенно это актуально сегодня, при создании высокоэффективных и конкурентоспособных предприятий. Станки с УЧПУ являются достаточно сложным и дорогостоящим оборудованием, что предопределяет необходимость подготовки грамотных специалистов для их эксплуатации и наладки, способных принимать обоснованные экономические и технологические решения при внедрении такого вида оборудования в производство.
ПЕРЕЧЕНЬ СОКРАЩЕНИЙ
ПО - пульт оператора.
УП - управляющая программа.
ПрО - программное обеспечение.
ПЛ - программа логики.
ЦЕЛЬ РАБОТЫ
Целью настоящей работы является ознакомление студентов с устройством, наладкой и работой токарно-винторезного станка модели 16К20ФЗ, оснащенного устройством числового программного управления
NС-201.
- Пройти инструктаж по технике безопасности.
- Ознакомиться с устройством токарно-винторезного станка 16К20Ф3, оснащенного УЧПУ NC-201 и операциями, необходимыми при подготовке станка для работы в автоматическом режиме.
- Выполнить действия по наладке станка в соответствии с заданием преподавателя.
- Оформить отчет, содержащий общее описание станка, УЧПУ и выполненные операции.
- Защитить работу у преподавателя.
УСТРОЙСТВО СТАНКА 16К20ФЗ
Токарно-винторезный станок модели 16К20ФЗ, оснащенный устройством числового программного управления NC-201, предназначен для обработки наружных, торцевых и внутренних поверхностей заготовок типа тел вращения со ступенчатыми и криволинейными профилями различной сложности, сверления, развертывания, нарезания наружной и внутренней резьб, отрезки и других операций в автоматическом цикле. Область применения станка – мелкосерийное и серийное производство. Техническая характеристика станка приведена в таблице 1.
Таблица 1 - Основные характеристики станка 16К20Ф3
| № п/п | Параметр | Значение |
| Наибольший диаметр обрабатываемого изделия, мм | ||
| Высота резца, устанавливаемого в поворотной головке, мм | ||
| Наибольшая длина обработки, мм | ||
| Наибольшая длина устанавливаемой заготовки, мм | ||
| Предельные частоты вращения шпинделя с ручной установкой диапазона (1-3 диапазон) | 20-1800 | |
| Пределы программируемых подач, мм/об: - продольных - поперечных | 0,01...40 0,005...20 | |
| Скорость быстрых перемещений (ходов), мм/мин: - продольных - поперечных | ||
| Количество позиций автоматической поворотной головки | ||
| Мощность электропривода, кВт | ||
| Регулирование частоты вращения электропривода с постоянной мощностью, об/мин | 1500...4500 | |
| Масса станка (без блока ЧПУ), кг |
Расположение и обозначение составных частей станка приведены на рисунке 1.
На позиции 1 расположена панель управления станком с рукояткой включения электрооборудования, кнопками подачи наладочного вращения шпинделя в толчковом режиме. Рукоятка 2 служит для установки требуемого диапазона частоты вращения шпинделя в соответствии таблицей
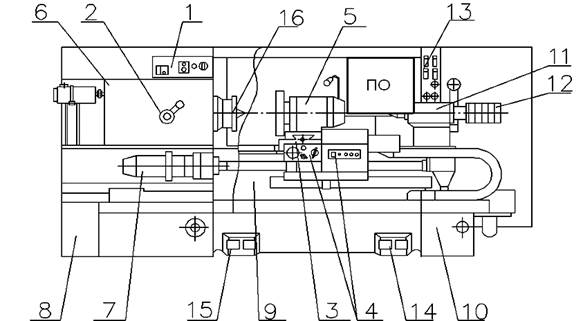
Рисунок 1 - Общий вид станка 16К20Ф3
диапазонов. На каретке 3 расположены ПО (позиция 4) и головка инструментальная (позиция 5), предназначенная для крепления режущего инструмента. В шпиндельной бабке 6 расположены коробка скоростей станка и шпиндельный узел. Привод продольных перемещений 7 крепится на станине станка 9. Станина станка имеет направляющие для перемещения каретки и задней бабки 11 с электромеханическим приводом пиноли 12. Кроме этого, имеется панель управления приводами 13 и сдвоенные педали управления 14, 15 пинолью и патроном 16, который крепится к шпинделю станка.
На рисунке 2 изображена кинематическая схема станка. Зубчатое колесо 3 и блок колес 10 и 11 управляются от рукоятки 2 (см. рисунок 1), и служат для установки диапазонов регулирования частот вращения шпинделя: диапазон I включает колеса 2,1,5 и 10; диапазон II 2,3,6 и 11; диапазон III 2.1,4,3,7,8,9,11. Датчик резьбонарезания получает вращение от шпинделя через колеса 12 и 13. Движение продольной и поперечной подачи осуществляется от регулируемых двигателей (4АхБ2П100L) через однопарные редукторы и ходовые винты с шагом 10 и 5 мм соответственно.

