 2015-09-06
2015-09-06 680
680Пример 1.
Примеры программ находятся в каталоге Examples.
Настройки имитатора:
Режущий инструмент – концевая фреза d = 1 мм, L = 20 мм.
Размер заготовки – 40 х 60 х 20 мм.
Перед запуском программы выведите фрезу на середину заготовки по осям XY и коснитесь фрезой верхней поверхности заготовки. Определите ноль станка.
Для ускоренного выполнения программ установите флаг “Ускоренное ” на панели управления.
Пример 2.
; Включаем шпиндель на 1000 об/мин
N01 S1000 M03
; Выполняем какие-либо перемещения
...
; Останавливаем шпиндель
N100 M05
; Завершаем выполнение программы
N200 M02
Пример 3.
Линейная интерполяция (рис. 5).
; Включаем шпиндель на 1000 об/мин
S1000 M03
; Выполняем перемещения
G01 Z-2. F100
G01 X-10. Y-10. F200
G01 X10.
G01 Y10.
G01 X-10.
G01 X0. Y0.
G00 Z0.
; Останавливаем шпиндель
M05
; Завершаем выполнение программы
M02
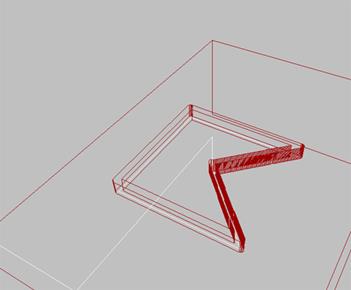
Рис. 5. Результат работы программы (пример 3)
Пример 4.
Круговая интерполяция (рис. 6).
; Включаем шпиндель на 1000 об/мин
S1000 M03
G01 Z-3. F100
; Устанавливаем точность дуги
; равной 40 секторов
M103 C40
; Выполняем движение по дуге окружности
; в точку X-20. Y-30. по радиусу R30.
G02 X-20. Y-30. R30. F200
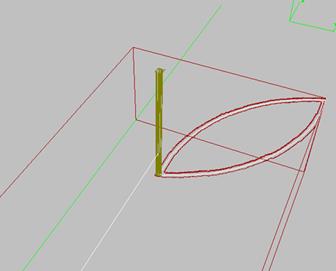
Рис. 6. Результат работы программы (пример 4)
; Выполняем движение по дуге окружности
; в точку X0. Y0. по радиусу R30.
G02 X0. Y0. R30. F200
G00 Z0.
; Останавливаем шпиндель
M05
; Завершаем выполнение программы
M02
Пример 5.
Рассмотрим фрезерование цифры «5» (рис. 7).
Рис. 7. Фрезерование цифры «5»
; Включаем шпиндель на 1000 об/мин
N00 S1000 M03
; Выполняем быстрые перемещения в Tк1
N10 G00 X50. Y10.
; Линейная интерполяция по оси Z на подаче F200
N20 G01 Z2. F200
; Линейная интерполяция по оси Y на подаче F200 в Tк2
N30 G01 Y25. F200
; Линейная интерполяция по оси X на подаче F200 в Tк3
N40 G01 X35. F200
; Линейная интерполяция по оси Y на подаче F200 в Tк4
N50 G01 Y15. F200
;Круговая интерполяция в Тк5
N60 G02 X30. Y10. R5 F100
; Линейная интерполяция по оси X на подаче F200 в Tк6
N70 G01 X15. F200
;Круговая интерполяция в Тк7
N80 G02 X10. Y15. R5 F100
; Линейная интерполяция по оси Y на подаче F200 в Tк8
N90 G01 Y25. F200
; Быстрое перемещение
N100 G00 Z0.
; Останавливаем шпиндель
N110 M05
; Завершаем выполнение программы
N120 M02
Пример 6.
Рассмотрим фрезерование слова СТОП (рис. 8).
Заготовка: X50, Y90, Z20
Ноль станка: X0, Y0, Z21;
; Включаем шпиндель на 1000 об/мин
N00 S1000 M03
; Выполняем быстрые перемещения в Tк1
N10 G00 X10. Y10.
; Линейная интерполяция по оси Z на подаче F200
N20 G01 Z2. F200
; Обработка буквы П
; Линейная интерполяция по оси X на подаче F200 в Tк2
N30 G01 X40. F200
; Линейная интерполяция по оси Y на подаче F200 в Tк3
N40 G01 Y20. F200
; Линейная интерполяция по оси X на подаче F200 в Tк4
N50 G01 X10. F200
 Рис. 8. Слово «СТОП»
Рис. 8. Слово «СТОП»
; Обработка буквы О
; Перемещение в исходную точку в Тк5
; Выполняем быстрые перемещения
N60 G00 Z0.
; Быстрое перемещение по осям X и Y на подаче F200
N70 G00 X10. Y35.
; Линейная интерполяция по оси Z на подаче F200
N80 G01 Z2. F200
;Круговая интерполяция в Тк6
N90 G02 X15. Y40. R5 F100
; Линейная интерполяция по оси X на подаче F200 в Тк7
N100 G01 X35. F200
;Круговая интерполяция в Тк8
N110 G02 Y35. X40. R5 F100
;Круговая интерполяция в Тк9
N120 G02 Y30. X35. R5 F100
; Линейная интерполяция по оси X на подаче F200 в Тк10
N130 G01 X15.
;Круговая интерполяция в Тк5
N140 G02 X10. Y35. R5 F100
; Обработка буквы Т
; Перемещение в исходную точку в Тк11
; Выполняем быстрые перемещения
N150 G00 Z0.
N160 G00 X10. Y55.
; Линейная интерполяция по оси Z на подаче F200
N170 G01 Z2. F200
; Линейная интерполяция по оси X на подаче F200 в Тк12
N180 G01 X40.
; Перемещение в исходную точку в Тк13
; Выполняем быстрые перемещения
N190 G00 Z0.
N200 G00 X40. Y60.
; Линейная интерполяция по оси Z на подаче F200
N210 G01 Z2. F200
; Линейная интерполяция по оси Y на подаче F200 в Тк14
N220 G01 Y50.
; Обработка буквы C
; Перемещение в исходную точку в Тк15
; Выполняем быстрые перемещения
N230 G00 Z0.
N240 G00 X10. Y70.
; Линейная интерполяция по оси Z на подаче F200
N260 G01 Z2. F200
;Круговая интерполяция в Тк16
N270 G02 X20. Y80. R10 F100
; Линейная интерполяция по оси X на подаче F200 в Тк17
N280 G01 X30. F200
;Круговая интерполяция в Тк18
N290 G02 Y70. X40. R10 F100
; Быстрое перемещение
N300 G00 Z0.
; Останавливаем шпиндель
N310 M05
; Завершаем выполнение программы
N320 M02
В результате на имитаторе станка отображается слово «СТОП» (рис. 9).
Контрольные вопросы
1. Из чего состоит УП?
2. Что записывается в кадре УП
3. Каким символом задается комментарий?
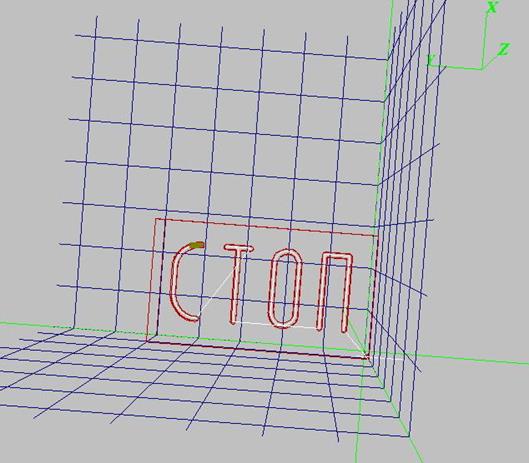
Рис. 9. Окно имитатора (пример 6)
4. Что задает команда G00, G01, G02?
5. Что задает команда G25, G26?
6. Что задает команда М02, М05?
7. Что задает команда М03, М04?
8. Расшифровать кадр УП N00 S1000 M04.
9. Расшифровать кадр N80 G01 Z2. F200.
10. Расшифровать кадр N270 G02 X20. Y80. R10 F100.








