 2015-09-06
2015-09-06 2252
2252Лабораторна робота № 4 Фрези
1. Основные сведения о фрезах
2. Конструкции зубьев фрез. Их достоинства и| недостатки
3. Особенности конструкций фрез с остроконечными зубьями
4. Особенности конструкций фрез, |із|оснащенных тв|гострокінечними|ердым сплавом
Основні відомості про фрези
Фрези - це багатозубі ріжучі інструменти, вживані для обробки площин, пазів, фасонних поверхонь, тіл обертання, а також для розрізання матеріалів.
В процесі фрезерування у контакті із заготівкою|заготівлею|, як правило, знаходиться|перебуває| декілька зубів, що знімають стружку змінної товщини. При цьому завдяки великій сумарній активній довжині ріжучих кромок забезпечується висока продуктивність процесу фрезерування. Підвищенню продуктивності також сприяє висока швидкість фрезерування, яка досягається за рахунок періодичного виходу зубів із|із| зони різання, що забезпечує охолоджування|охолодження| і зняття теплової напруженості в ріжучому клині.
Кінематика фрезерування проста: фреза отримує|одержує| обертання від головного|чільного| приводу, а заготівка|заготівля|, закріплена на столі верстата, - рух подачі від окремого приводу верстата, кінематично не пов'язане з обертанням фрези. Рух подачі може бути прямолінійним, обертальним або гвинтовим, а ріжучі кромки фрези - прямолінійними, похилими до осі, гвинтовими або фасонними. Це зумовило появу величезної різноманітності конструкцій фрез і широку сферу їх застосування.
Фрези можна класифікувати по наступних|слідуючих| основних ознаках:
1) конструкція ріжучих зубів і спосіб їх заточування - фрези із|із| загостреними|гострокінечними| зубами, що переточуються по задній поверхні і із|із| затилованими зубами, що переточуються по передній грані;
2) форма і розташування ріжучих кромок відносно|щодо| осі обертання інструменту - фрези циліндрові, дискові, торцеві, кінцеві|скінченні|, кутові, фасонні (мал. 1);
3) напрям|направлення| зубів до осі фрези - фрези прямозубые|, гвинтові, |із|з похилими зубами;
4) спосіб кріплення на верстаті - фрези насадні |із|з отвором під облямовування і кінцев|скінченні|і |із|з циліндровим або конічним хвостовиком;
5) конструкція фрези - цілісн|суцільні|і і збірні з|із|і вставними зубами, у тому числі |із|з ріжучими пластинами, що напаяли або механічно закріплюваними, |із|з твердого сплаву або СТМ.
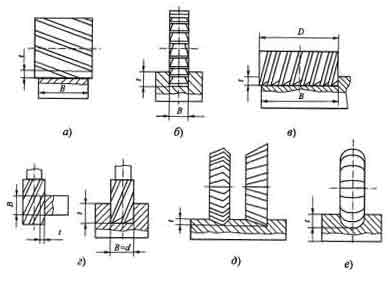
Мал. 1. Типи фрез
а - циліндрова; б - дискова; у - торцева; г - кінцеві; д - кутові; е - фасонна
2. Конструкції зубів фрез. Їх достоїнства і недоліки|нестачі|
Вище згадувалося, що по конструкції зубів фрези діляться на дві великі групи: із|із| загостреними|гострокінечними| і затилованими зубами (мал. 2). Перші інколи|іноді| неправильно називають фрезами з|із| острозаточенными| зубами, тоді як фрези і|із|з затилованими зубами також заточують доостра|. Принципові ж відмінності цих фрез полягають в способі заточування, формі і кількості зубів, трудомісткості виготовлення, стійкості, продуктивності і якості обробленої поверхні.
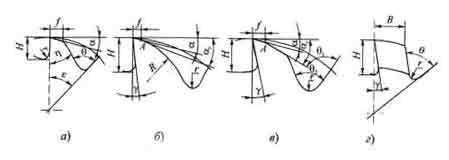
Мал. 2. Форми зубів фрез:
а - трапецієвидна; б - параболічна; у - посилена; г - затилований зуб
Процес фрезерування характеризується зняттям тонких стружок змінної товщини. При цьому в|у| циліндрових фрез товщина стружки починається з нуля|нуль-елемента|. Переточування|переточення| загострених|гострокінечних| зубів по задній поверхні, де в основному зосереджений знос при фрезеруванні, дозволяє зменшити припуск| на переточуванн|переточення|я, збільшити термін служби фрези, зменшити об'є|обсяг|м зубів і головн|чільне|е - збільшити їх число z, від якого пропорційно залежить продуктивність процесу фрезерування. Остання визначається в основному хвилинно|мінута|ю подачею, яка рівна
SM = SZ · z · n
де
SZ - подача на один зуб;
z - число зубів;
п - число зворотів|обертів| фрези в хвилину|мінуту|.
При збільшенні числа зубів фрези знижується шорсткість|шерехатість| обробленої поверхні і зменшується нерівномірність процесу різання.
Форма зубів фрез має бути такій, аби|щоб|:
1) забезпечувалася необхідна міцність зуба;
2) допускалася можливо більша кількість переточувань|переточень|;
3) об'єм|обсяг| канавок між зубами був достатнім для розміщення стружки.
На практиці набули поширення три форми загострених|гострокінечних| зубів:
1) трапецієвидна
2) параболічна;
3) посилена.
Трапецієвидна форма (мал. 2, а) найбільш проста у виготовленні, але при цьому зуб декілька ослаблений, тому має невелику висоту і малий об'єм стружкової канавки. У міру переточування зуба по задній грані (фаска f= 1...2мм) його висота зменшується і він стає міцнішим. Проте така форма зубів допускає невелике число переточувань і застосовується на фрезах для чистової обробки. При цьому число зубів із-за їх малого об'єму може бути максимальне можливим. Канавки в таких фрезах виготовляють або фрезеруванням, або вышлифовыванием эльборовыми або діамантовими кругами в цілісних заготовках на верстатах з ЧПУ.
При переточуванні|переточенні| висота зуба зменшується, тому сумарна стійкість таких фрез невелика, оскільки|тому що| вони допускають лише 6-8 переточувань|переточення|. Радіус западини зуба береться рівним 0,5...2,0 мм.
Параболічна форма зуба (мал. 2, би) володіє найбільшою міцністю на вигин, оскільки спинка зуба, оформлена по параболі, забезпечує равнопрочность у всіх перетинах по висоті зуба. Недоліком цієї форми є необхідність для кожної висоти зуба мати свою складну фасонну канавочную фрезу. Тому з метою спрощення профілю спинки таких фрез параболу часто замінюють дугою кола радіусом R = (0,3...0,4)d.
На передній поверхні зубів параболічної форми передбачена прямолінійна ділянка, від довжини якого залежить кількість переточувань фрези. Причому переточування допускається лише по задній поверхні (фаска f), при цьому задній кут а має бути менше кута б1 на 10...15° (б1 - кут між дотичною до параболи в крапці А). При недотриманні цієї умови в процесі переточування ширина стрічки сильно змінюватиметься.
Посилена форма зуба (мал. 2, в) застосовується для важких робіт замість параболічної форми. Такий зуб має ламану спинку, а також збільшену товщину і висоту. Отримують ці зуби подвійним фрезеруванням кутовими фрезами з кутами б1 = 28...30° і б2. Хоча при цьому число операцій збільшується удвічі, такі зуби простіше у виготовленні, чим параболічні. Вони мають більший запас на переточування і високу міцність. При цьому використовуються стандартні канавочные фрези з прямолінійними ріжучими кромками. При переточуванні зуби заточуються по задній поверхні під кутом а доостра з обов'язковим виходжуванням щоб уникнути биття ріжучих кромок. Інколи залишають невеликі циліндрові стрічки шириною fn = 0,02...0,03 мм, які спрощують контроль биття зубів фрези.
Затилований зуб (мал. 2, г) зовні відрізняється більшою товщиною, а головне - формою задньої поверхні, яка виконується на спеціальній операції, званій затилуванням, з метою створення задніх кутів в усіх точках ріжучих кромок. Досягається це за рахунок того, що радіальний перетин зуба, що містить фасонний профіль, у міру повороту фрези довкола осі зміщується у напрямі до центру за допомогою фасонного різця або шліфувального круга. Завдяки затилуванню профіль ріжучої кромки зуба при переточуваннях по передній грані у всіх радіальних перетинах залишається незмінним незалежно від його складності. Це є основною гідністю таких фрез разом з вельми простій і нетрудомісткою по виконання операцією переточування. Крім того, зуби такої форми володіють високою міцністю, а у міру переточування об'єм канавок для розміщення стружки збільшується, що сприятливо позначається на роботі фрези. В той же час фрези із затылован-ными зубами мають ряд істотних недоліків, головні з яких:
1. число зубів в|у| затилованих фрез значно менше, ніж у|у| фрез із|із| загостреними|гострокінечними| зубами. Це пояснюється|тлумачить| тим, що затиловані зуби мають велику товщину, оскільки|тому що| при переточуванні|переточенні| по передній поверхні доводиться знімати більший припуск|, аб|щоб|и позбавитися від зносу, який зосереджений на задній поверхні зуба;
2. при переточуванні|переточенні| спостерігається велике радіальне биття зубів, що наводить|приводить| до збільшення шорсткості|шерехатості| обробленої поверхні і зниження стійкості фрез;
3. у|у| фрез з|із| нешліфованим профілем зубів після|потім| термообробки залишаються зневуглецьовані ділянки на задній поверхні, що знижують їх стійкість;
4. залишкова термічна напруга|напруження| може викликати|спричиняти| спотворення профілю ріжучих кромок фрези.
Із-за цих недоліків|нестач| фрези із|із| затилованими зубами поступаються по продуктивності і якості обробленої поверхні фрезам із|із| загостреними|гострокінечними| зубами. Проте|однак| із-за простоти переточування|переточення| вони широко використовуються при обробці фасонних поверхонь.
3. Особливості конструкцій фрез із|із| загостреними|гострокінечними| зубами
Циліндрові і дискові фрези. Особливістю конструкцій цих фрез є розташування головних|чільних| ріжучих кромок на циліндрі, вісь якого збігається з|із| віссю обертання інструменту, паралельній оброблюваній поверхні. В|у| циліндрових фрез немає допоміжних ріжучих кромок, і вони працюють в умовах вільного різання. Зуби дискових фрез, навпаки, на одному або обох|обидва| торцях забезпечені допоміжними ріжучими кромками. Причому, на відміну від циліндрових фрез, їх діаметр значно більше довжини фрези. Обоє|обидва| типа|типу| фрез, як правило, насадні, з|із| отвором і пазами шпон для кріплення на облямовуваннях.
Для зниження коливань сил різання і вібрацій зуби циліндрових фрез часто роблять|чинять| гвинтовими. При цьому виникає небажана осьова складова сили різання. Проте|однак| умови відведення|відводу| стружки із|із| зони різання фрез з|із| гвинтовими зубами значно краще, ніж фрез з|із| прямими кутами|кутками|.
Дискові фрези, на відміну від циліндрових фрез, призначені для обробки вузьких поверхонь, прорізки пазів, підрізування уступів відрізки заготовок і так далі Вони працюють у важчих умовах скованого різання, що часто супроводжується вібраціями із-за низької поперечної жорсткості корпусів фрез і несприятливих умов відведення|відводу| стружки із|із| зони різання.
Розрізняють наступні|слідуючі| види дискових фрез: двух-| і трибічног|тристороннього|о різання, пазові, прорізні і відрізні (пили).
В|у| дискових двосторонніх|двобічних| фрез ріжучі кромки зубів є|наявний| на циліндровій і одній торцевій поверхнях (мал. 3, а), а в|у| трибічних|тристоронніх| - на обох|обидва| торцях (мал. 3, би). Ці фрези можуть обробляти відповідно дві або три взаємно перпендикулярні поверхні в пазах і уступах. Вони виготовляються з|із| дрібними|мілкими| зубами для чистової обробки і з|із| крупними зубами - для чорнової обробки. Останні характеризуються видаленням|віддаленням| великих об'ємів|обсягів| металу з|із| глибоких пазів, виїмок, тому вони мають великий об'єм|обсяг| стружкових канавок. Зуби в|у| цих фрез при малій ширині ріжучих кромок або прямі, або похилі до осі. Причому останні забезпечують більш рівномірне фрезерування, мають сприятливу геометрію торцевих зубів і краще видалення|віддалення| стружки.
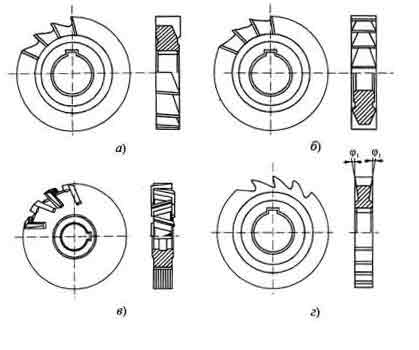
Мал. 3. Види дискових фрез
а - двостороння; б - трибічна; у - трибічна зі вставними зубами; г - пазова
В|у| торцевих і кінцевих фрез вісь обертання розташована|схильна| перпендикулярно до оброблюваної поверхні. При цьому, окрім|крім| головних|чільних| ріжучих кромок, що знаходяться|перебувають| на циліндровій поверхні, на торці фрези є|наявний| допоміжні ріжучі кромки. Торцеві фрези, як правило, виготовляють насадними, а коли їх діаметр стає значно менше довжини, то вони переходять в групу кінцевих фрез. Торцеві фрези широко використовують при обробці плоских поверхонь, у тому числі ступінчастих|східчастих|, які неможливо обробити циліндровими фрезами. В порівнянні з останніми вони мають наступні|слідуючі| переваги:
1. конструкція торцевих фрез дозволяє розмістити більше число зубів на довжині контакту із|із| заготівкою|заготівлею|, що забезпечує велику продуктивність і більш рівномірне фрезерування (при цьому кут|куток| контакту не залежить від товщини шару, що зрізається);
2. торцеві фрези можна виготовляти з|із| жорсткими, масивними корпусами, з|із| надійним механічним кріпленням ріжучих елементів, наприклад у вигляді СМП з|із| твердого сплаву і СТМ;
3. при фрезеруванні площин можна отримувати нижчу шорсткість за рахунок великого числа допоміжних ріжучих кромок на торці фрези і за наявності зачистных зубів з ц1 = 0.
Завдяки цим достоїнствам торцеві фрези в порівнянні з іншими типами фрез знайшли найбільше вживання|застосування| в металообробці.
Торцеві фрези великих діаметрів (d = 100... 1000 мм і більш) найчастіше виготовляють збірними, оснащеними СМП. Рідше застосовуються такі фрези зі|із| вставними ножами з|із| швидкорізальної сталі і зовсім рідко з|із| ножами, оснащеними эльбором|. Останні використовують для чистової обробки високоміцних чавунів і загартованих сталей|.
Кінцеві фрези застосовуються для обробки пазів, уступів з|із| взаємно перпендикулярними поверхнями і для контурної обробки заготовок. Головні|чільні| ріжучі кромки, що виконують основну роботу по видаленню|віддаленню| припуска|, як і |у|в торцевих фрез, розташован|схильні|і на циліндровій поверхні, а допоміжні (що зачищають) - на торці. Зуби виготовляють зазвича|звично|й гвинтовими, |із|з куто|кутком|м нахилу до осі, що доходить до w = 30...45°. Таке велике значення кут|кутка|а і|із|з за наявності великих за об'ємом стружкових канавок забезпечує надійне відведенн|відвід|я стружки і|із|з зони різання навіть за вельм|дуже|и обмежених умов різання. З цієї причини число ріжучих зубів |у|в кінцевих фрез значно менше, ніж |у|в торцевих фрез. Прот|однак|е при цьому зниження продуктивності компенсується за рахунок збільшення подачі на зуб.
На мал. 4, а приведені тризуба стандартна кінцева фреза і її геометричні параметри. Хвостовики таких фрез або циліндрові (d = 3...20 мм), або конічні з|із| конусом Морзе (d = 14...63 мм). У|у| фрез великих діаметрів використовуються хвостовики з|із| конусом 7:24. Кріплення фрез в шпинделі|шпінделі| верстата при циліндровому хвостовику виробляється|справляє| за допомогою цанговых| патронів, а при конічному хвостовику, що має внутрішнє різьблення, - штревелем| (натяжним болтом), що проходить через порожнистий шпинде|шпіндель|ль верстата.
Різновидом кінцевих фрез є фрези шпон і фрези для обробки Т-подібних пазів, що знайшли широке вживання|застосування| в столах верстатів і корпусах верстатних пристосувань.
Фрези (мал. 4, би, в) шпон мають два зуби з|із| глибокими прямими або похилими (w = 12... 15°|) стружковими канавками і довжиною робочої частин|частки|и, рівної приблизно трьом діаметрам фрези. При цьому діаметр серцевини фрези збільшений до 0,35d|, завдяки чому забезпечується максимальна жорсткість інструменту.
Особливість умов роботи фрез шпон полягає в тому, що паз шпони вони обробляють за декілька проходів. В кінці кожного проходу виробляється урізування на глибину паза шляхом вертикальної подачі уздовж осі фрези. Цю роботу виконують ріжучі кромки, розташовані на торці фрези, заточені з кутом поднутрения 5° по конусу з вершиною, направленою у бік хвостовика і із заднім кутом б1 = 20°. Аби уникнути при цьому значного збільшення осьової складової сили різання, в швидкорізальних фрез роблять підгострювання поперечної кромки, як в свердел. У фрез шпон з напайными твердосплавними пластинами (мал. 4, в) одна з пластин доходить до центру, а інша робиться коротшим і отстоит від центру на деякій відстані. Завдяки цьому значно спрощується технологія виготовлення фрези і покращується процес різання.
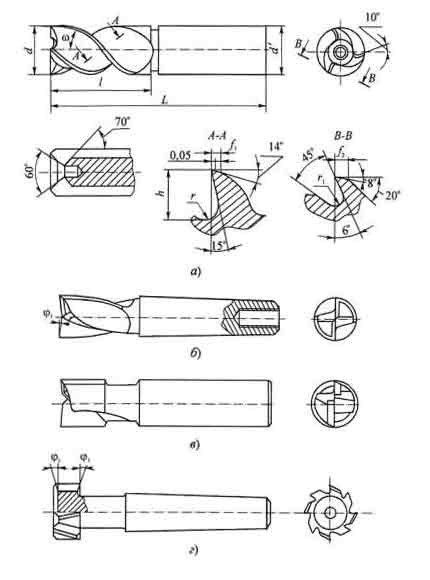
Мал. 4. Фрези кінцеві:
а - стандартна кінцева; б - шпона з швидкорізальної сталі; у - шпона з напайными твердосплавними пластинами; г - фреза для обробки Т-подібних пазів
Переточування|переточення| фрез шпон виробляється|справляє| по задніх поверхнях торцевих кромок. При цьому діаметр фрези зберігається незмінним, що необхідне для забезпечення постійності|незмінності| розміру паза.
Фрези для обробки Т-подібних пазів (мал. 4, г) працюють в тяжких умовах і часто ламаються із-за пакетування стружки. Для поліпшення її відведення такі фрези роблять з різноспрямованими зубами і з кутом поднутрения на торцях, рівним ц1 = 1...2°
Фасонні фрези є тілами обертання, на зовнішній поверхні яких розташовуються зуби з|із| самими різними формою ріжучими кромками. Вони працюють так само, як дискові і кутові фрези, і призначені для фрезерування опуклих|випуклих| або увігнутих|угнутих| фасонних зовнішніх поверхонь, а також прямих або гвинтових канавок.








