 2015-09-06
2015-09-06 5719
5719 На рис. 32 показаны геометрические элементы цилиндрической фрезы с винтовыми зубьями: передняя поверхность 1, задняя поверхность 4, ленточка (фаска, обычно ленточку (фаску) обозначают буквой f) 3 шириной 0,05—0,1 мм, затылочная поверхность (спинка) 5, режущая кромка 2. Режущая кромка здесь идет по винтовой линии (спирали). Угол, образованный режущей кромкой и осью фрезы, называют углом наклона винтовой канавки, или углом наклона спирали, и обозначают ω (омега).
На рис. 32 показаны геометрические элементы цилиндрической фрезы с винтовыми зубьями: передняя поверхность 1, задняя поверхность 4, ленточка (фаска, обычно ленточку (фаску) обозначают буквой f) 3 шириной 0,05—0,1 мм, затылочная поверхность (спинка) 5, режущая кромка 2. Режущая кромка здесь идет по винтовой линии (спирали). Угол, образованный режущей кромкой и осью фрезы, называют углом наклона винтовой канавки, или углом наклона спирали, и обозначают ω (омега).
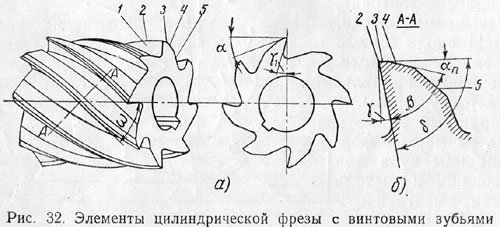
Задний угол α измеряется в плоскости, перпендикулярной к оси фрезы, т. е. в плоскости торца фрезы. Нормальный задний угол αn измеряется в плоскости, перпендикулярной к режущей кромке. От правильно выбранного заднего угла зависит величина трения задней поверхности зуба фрезы об обработанную поверхность и, следовательно, чистота обработанной поверхности. С увеличением заднего угла уменьшается трение и, следовательно, износ зуба по задней поверхности, т. е. затупление фрезы, что увеличивает срок работы фрезы без переточки и улучшает чистоту обработанной поверхности. Однако с увеличением заднего угла уменьшается угол заострения β, а это приводит к ослаблению зуба и может вызвать его поломку (выкрашивание). Обычно задний угол а назначают в пределах от 12 до 30° в зависимости от типа фрезы.
Передний угол γ измеряется в плоскости, перпендикулярной к режущей кромке. Поперечный передний угол γ1 измеряется в плоскости, перпендикулярной к оси фрезы, т. е. в плоскости торца фрезы. Передний угол может иметь как положительное, так и отрицательное значение. Правильно выбранный передний угол способствует лучшему отделению стружки; при этом износ зуба по передней поверхности получается меньшим, что позволяет фрезе работать дольше без переточки. Обычно передний угол γ у цилиндрических фрез назначают в пределах от —10 до 20° в зависимости от твердости обрабатываемого материала и материала режущей части.
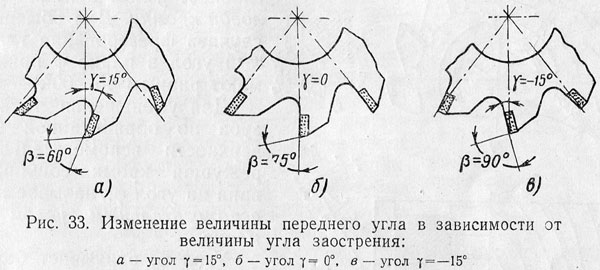
Угол заострения β образован передней и задней поверхностями и зависит от величины переднего и заднего углов. Так как прочность зуба фрезы тем больше, чем больше угол заострения β, то вполне понятно желание увеличить этот угол. Однако увеличение угла заострения β затрудняет врезание зуба в обрабатываемый материал, увеличивает потребную мощность на фрезерование и повышает температуру резания. При фрезеровании твердосплавными фрезами сталей повышенной твердости и твердых чугунов во избежание выкрашивания кромки зуба фрезы применяют большие углы заострения β. Увеличение угла заострения β вызывает необходимость уменьшения переднего угла γ, который в некоторых случаях бывает отрицательным. Так, при значениях угла β = 60° угол γ = 15° (рис. 33, а); при β = 75° угол γ = 0 (рис. 33, б); при β = 90° передний угол γ приходится делать отрицательным, равным —15° (рис. 33, в). Задний угол α принят равным 15°.
Угол наклона ω винтовой режущей кромки служит для увеличения плавности работы фрезы и для создания направления сходящей стружки. Обычно угол наклона режущей кромки ω назначают в пределах 10-55° в зависимости от типа фрез.

