Ни одна деталь не может быть сконструирована вне узла, в который она входит. Поэтому детали получают форму и размеры в процессе разработки конструкции узлов.
При разработке узлов учитываются как технологические, так и конструктивные соображения. Последние направлены на получение конструкций деталей, обладающих высокой прочностью, компактностью, жёсткостью, износостойкостью, удобством сборки-разборки и другими полезными свойствами. Основные конструктивные соображения изложены ниже.
С точки зрения величины напряжений, самым выгодным видом нагружения является нагружение центральной силой, самым невыгодным – нагружение моментом. Это положение убедительно доказывается расчетными схемами, приведенными на рис. 3.10.
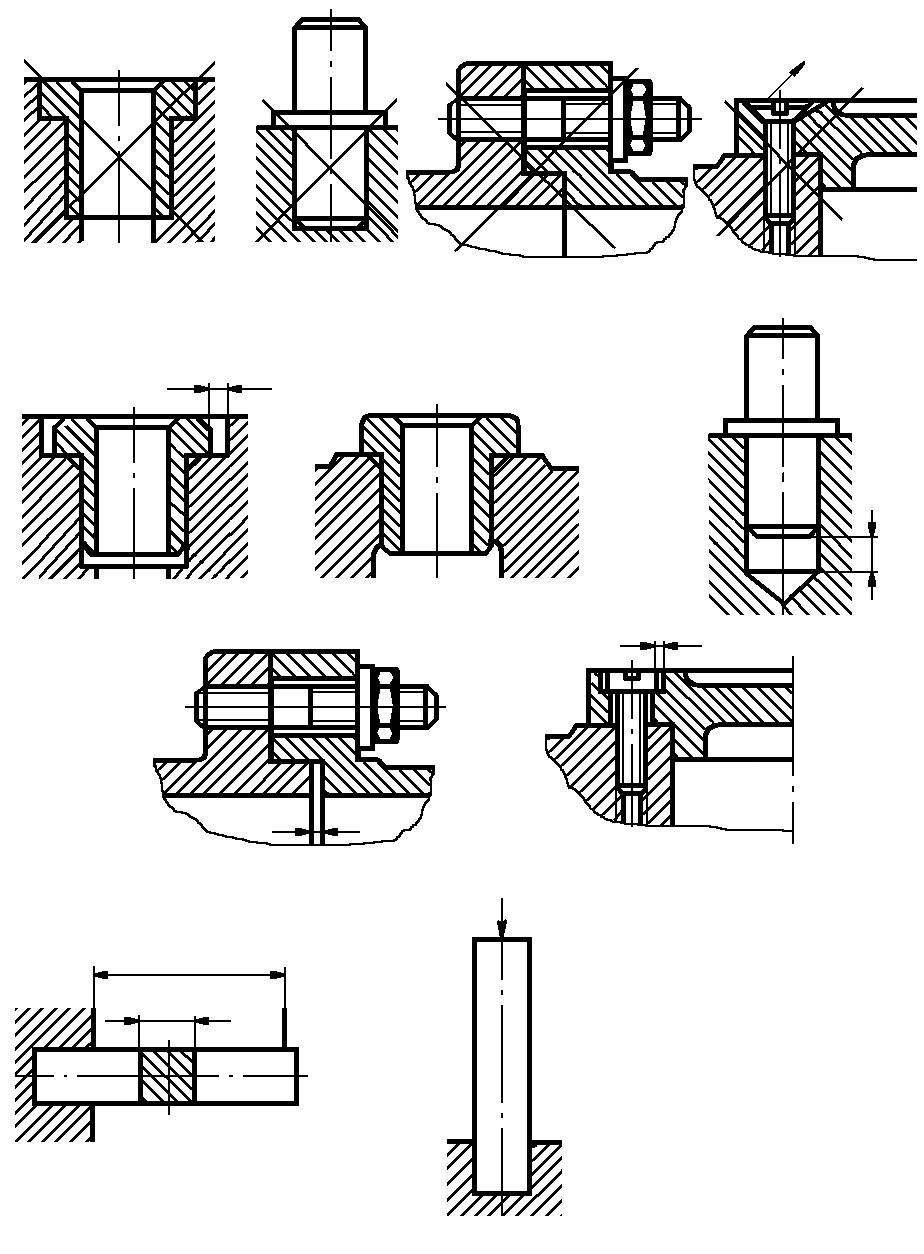
При одинаковых нагружающем усилии и размерах стержня в случае изгиба (рис. 3.10а) напряжения в 18 раз (!) больше, чем в случае сжатия (рис. 3.10б). Поэтому при разборке узлов стараются устранять изгиб, заменяя его центральным растяжением или сжатием. На рис. 3.11а, в, д показаны узлы с нагружением деталей изгибом. На рис. 3.11б, г, е показаны те же узлы с конструктивными изменениями, полностью устраняющими изгиб.
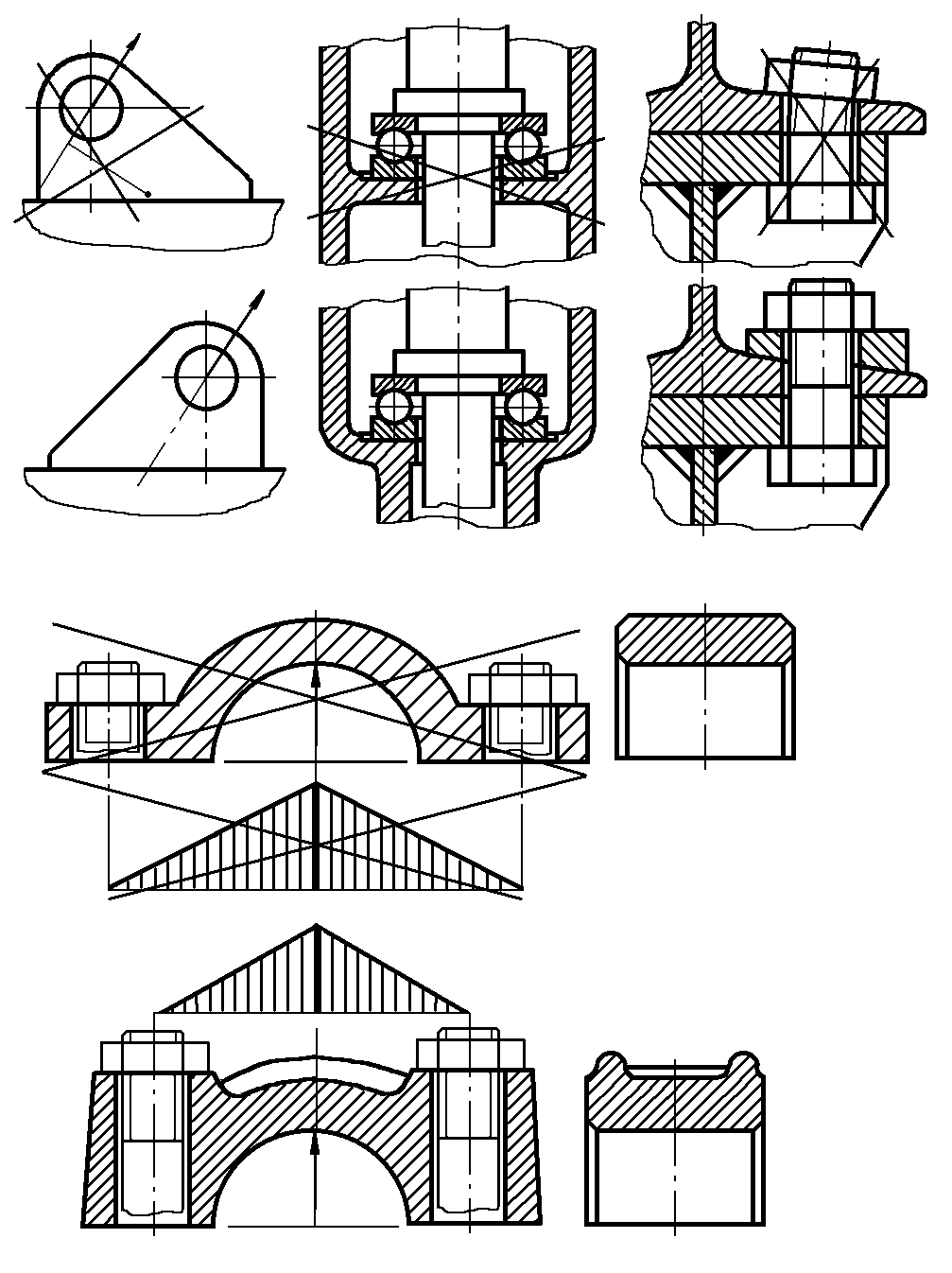
Если изгиб устранить не удается, стремятся уменьшить его величину путём сближения опор при пролётном нагружении (рис. 3.12 б) или уменьшением консоли при консольном нагружении (рис. 3.13 б).
На рис. 3.14 показана возможность уменьшения изгиба путём замены консольного нагружения пролётным.
| σU max = MU max/W = 3Fa/(a3/6) |
| Рис. 3.10. Расчётные схемы деталей на изгиб (а) и сжатие (б) |
| Центр тяжести сечения шва |
| Рис. 3.11. Примеры устранения изгиба |
| Рис. 3.12. Уменьшение изгиба за счёт уменьшения длины пролёта |
При изгибе, кручении и сложных напряженных состояниях напряжения по сечению распределяются неравномерно. Они имеют максимальную величину в крайних точках сечения. В центре сечения (при кручении) или по нейтральному слою (при изгибе) напряжения снижаются до нуля.
Путем удаления металла из наименее нагруженных участков сечения и сосредоточения его в наиболее нагруженных местах (на периферии сечения) можно почти выровнять напряжения по сечению. При этом снижается масса детали благодаря приближению ее формы к условию равнопрочности.
О снижении массы можно судить по рис. 3.15 [4], изображающему ряд профилей с одинаковой площадью сечения (а, следовательно, с одинаковой массой). Профили расположены в порядке возрастания осевого момента сопротивления. Последний увеличивается за счёт разнесения металла к периферии. При одинаковой массе последний профиль (двутавр) при изгибе прочнее первого профиля (массивного круга) в 5,2 раза при принятых на рисунке соотношениях размеров. Следовательно, при одинаковой прочности двутавровая деталь будет легче круглой массивной.
Из сказанного вытекает, что при изгибе следует предпочитать сечения деталей с разнесённой к периферии площадью – трубы круглые и прямоугольные, двутавр, тавры, швеллеры и т. п. При кручении применимы только замкнутые профили (трубы).
Концентрация напряжений, возникающая вследствие резких переходов сечений, может вызвать появление усталостной трещины и разрушение детали.
Для уменьшения концентрации напряжений улучшают геометрию мест переходов. Например для зубчатых колёс и эвольвентных шлицев предусматривают радиусы закругления у основания зубьев (рис. 3.16 б, в).
Геометрию переходов валов улучшают галтелями (рис. 3.16 е, з) и разгрузочными канавками (рис. 3.16 ж, и). Галтели эллиптические эффективнее круговых (радиусных). Разгрузочные канавки (рис. 3.16 и) уменьшают концентрацию напряжений на кромках втулки, вызванную посадкой с натягом.
Геометрию переходов целесообразно улучшать только при переменных нагрузках. Так, заплечик (рис.3.16 д), недопустимый при переменных нагрузках, допустим (и даже целесообразен по технологическим соображениям) при постоянных нагрузках.
Местные ослабления резко снижают прочность деталей вследствие уменьшения сечений и особенно из-за концентрации напряжений. Обычно местные ослабления устраняются перемещением ослабляющего элемента в область сечений большего размера. Втулка (рис. 3.17 а) ослаблена двумя расположенными в одной плоскости проточками для выхода режущего инструмента. Размещение проточек в разных плоскостях (рис. 3.17. б) устраняет это ослабление.
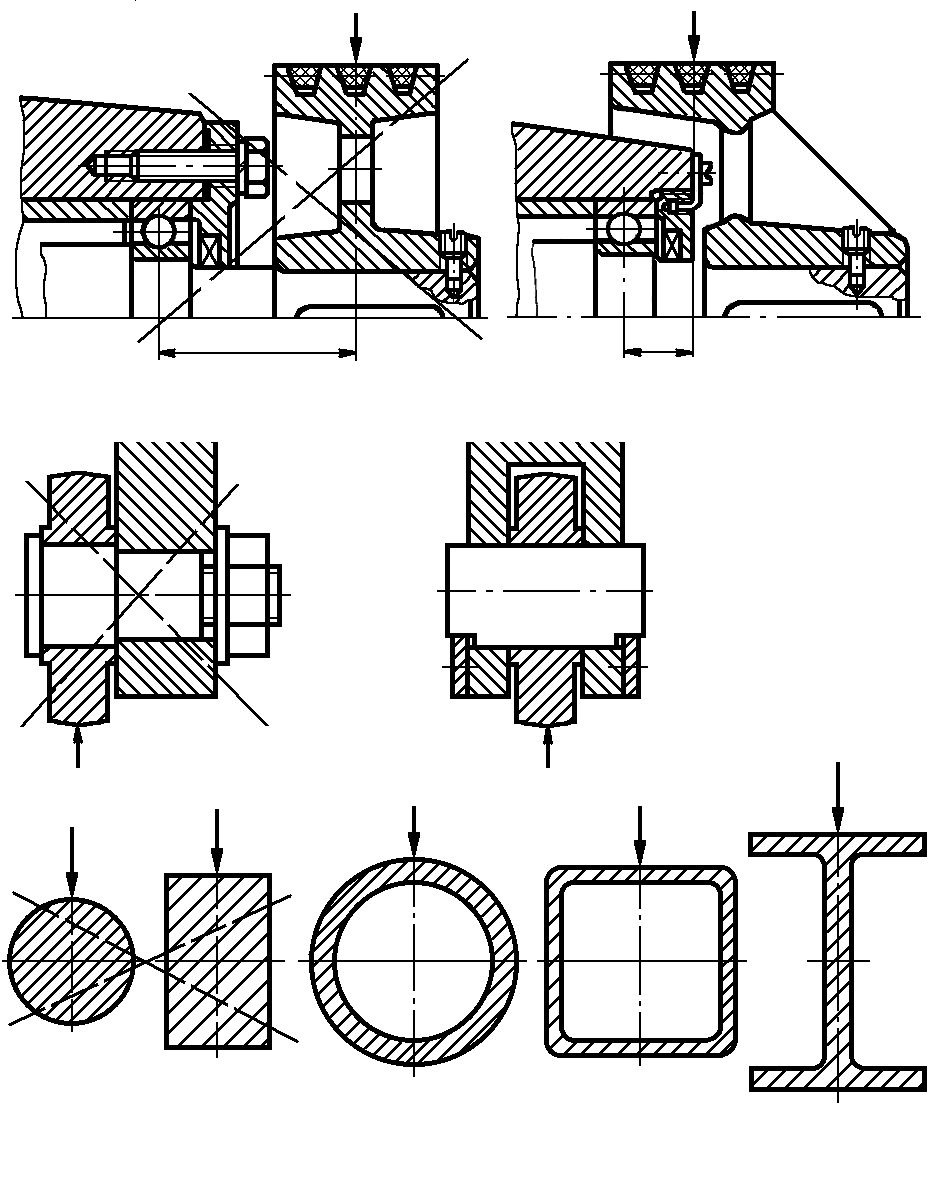
Рис. 3.13. Уменьшение изгиба за счет изменения длины консоли
Рис. 3.14. Уменьшение изгиба за счет замены
консольного нагружения пролётным
W=1 W=1,6 W=2,7 W=3,3 W=5,2
Рис. 3.15. Формы поперечных сечений деталей
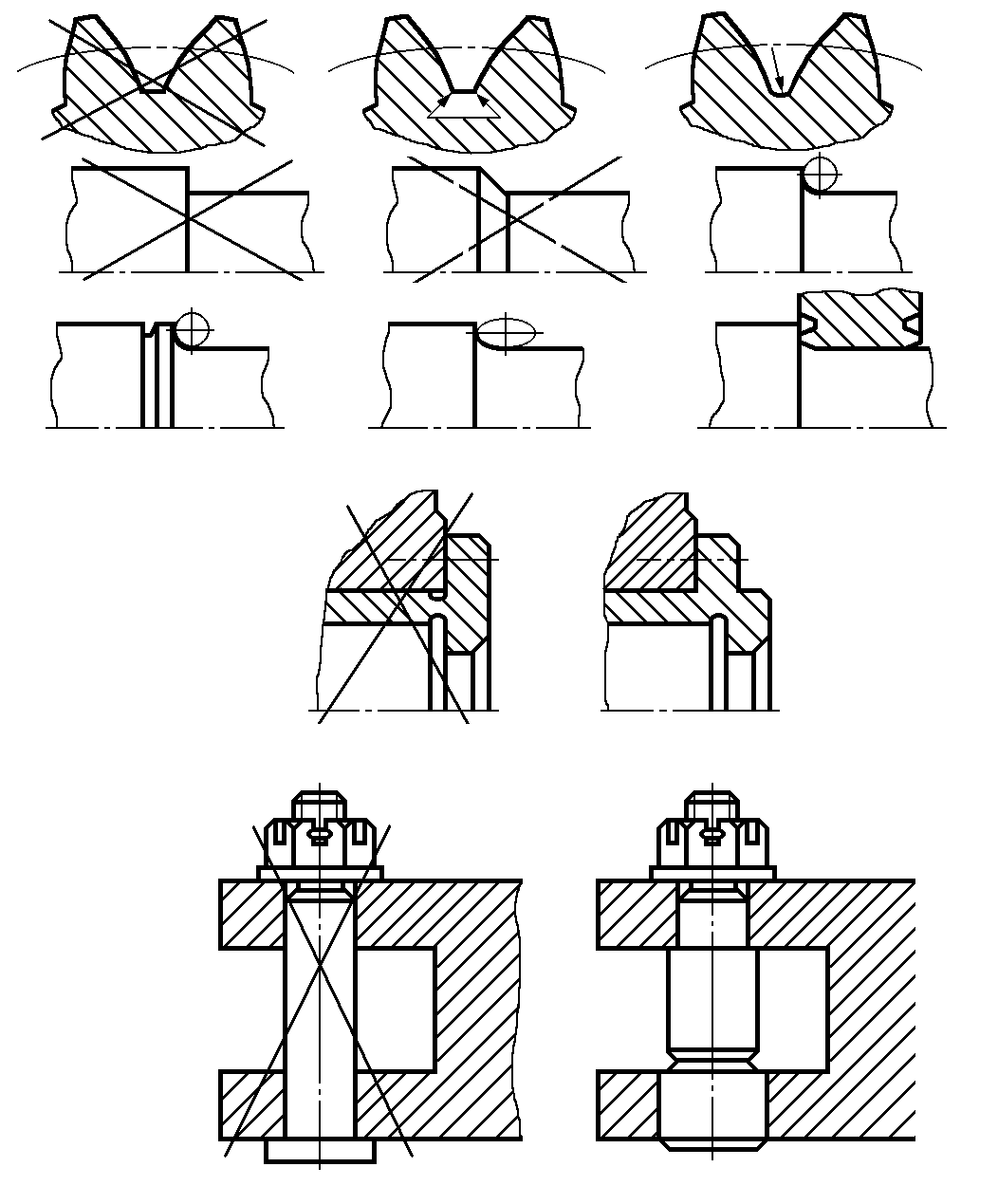 Рис. 3.16. Способы снижения концентрации напряжений
Рис. 3.16. Способы снижения концентрации напряжений
Рис. 3.17. Устранение ослабления втулки
А) б)
Рис. 3.18. Устранение изгиба в проушине
 2015-10-16
2015-10-16 1131
1131







