 2018-01-21
2018-01-21 805
805ВИМІРЮВАННЯ ЛІНІЙНИХ РОЗМІРІВ ДЕТАЛЕЙ ШТАНГЕН - ІНСТРУМЕНТОМ
Мета роботи.
Ознайомитись з конструкціями штангенінструментів, методикою вимірювання лінійних розмірів та визначення систематичної похибки інструменту, з підрахунком дійсних розмірів при наявності систематичної похибки.
Зміст роботи.
1.Визначити границі вимірювання, точність відліку і систематичну помилку кожного інструменту.
2.Зробити вимірювання вказаних розмірів і визначити дійсні розміри деталі.
3.Оформити звіт.
Обладнання:
Штангенциркуль, штангенрейсмус, штангенглибиномір, контрольна плита, деталь.
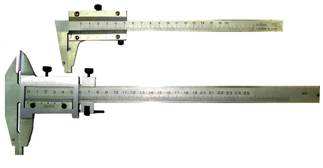
До штангенінструменту відносяться вимірювальні інструменти з лінійним ноніусом; штангенциркулі, штангенглибиноміри і штангенрейсмуси Рис.1.1, 1.2, 1.3
| ||
| Рисунок 1.1- Штангенциркулі | ||

| 
| |
| Рисунок 1.2-Штангенглибиномір | Рисунок 1.3 - Штангенрейсмус | |
Штангенциркуль служить для вимірювання зовнішніх та внутрішніх розмірів гладких виробів, а в деяких випадках для розмітки.
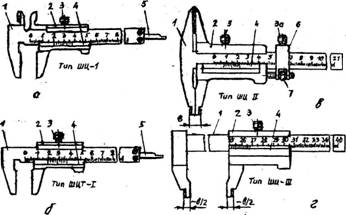
Штангенциркуль (рис.1.4.) складається з штанги 1, на якій нанесена основна шкала з ціною поділки один міліметр. На правому кінці штанги розташована нерухома губка. Вздовж штанги переміщується рамка 2 з рухомою губкою. Фіксація рамки здійснюється гвинтом 3.
|
Рисунок 1.4 – Конструкції штангенциркулів
Для плавного переміщення рамки з рухомою губкою, потрібно закріпити хомутик 6 гвинтом 3 і обертати гайку 7
Для підрахунку дробової частини поділу основної шкали штангенінструменти мають лінійний ноніус (додаткову шкалу 4), яка закріплена до рухомої рамки 2. Відповідно вітчизняним стандартам штангенциркулі виготовляються з величинами відрахунку по ноніусу 0,1; 0,05; 0,02 мм.
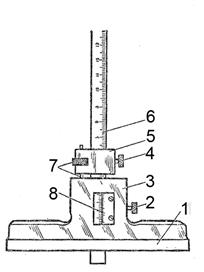
Штангенглибиномір (рис. 1.5) використовується для вимі -рювання відстані між площами (наприклад, глибини отвору).
Штангенглибиномір відрізняється від штангенциркуля відсутністю нерухомої губки.
При вимірюванні глибини основа 1 встановлюється на деталь, а штанга 6 переміщується до контакту її торця з поверхньою яку вимірюємо. Основа 1 переходить у рамку 3, на якій закріплений ноніус 8. Нульовий підрахунок відповідає зміщенню торця штанги 6 з торцем основи 1. Фіксація рамки і хомутика здійснюється гвинтами 2 та 4, а для плавного переміщення рамки 3 використовується гвинтова пара 7.
| 
| |
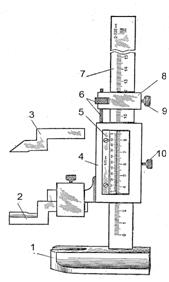
| Рисунок 1.5 – Конструкція штангенглибиноміра | Рисунок 1.6 – Конструкція штангенрейсмуса |
Штангенрейсмус використовується, в основному для розміточних робот та для вимірювання висоти деталі.
В штангенрейсмусі (рис. 1.6) є масивна основа 1 з площиною перпендикулярною до лінійки 7. Цією основою штангенрейсмус встановлюється на розміточну плиту. Рухома рамка 4 має державку, для кріплення змінних губок, 2 - при вимірюванні розмірів, 3 - для розміточних робот, або індикаторної вимірювальної головки. Фіксація рамки і хомутика здійснюється гвинтами 9 та 10, а для плавного переміщення рамки з ноніусом 5 використовується гвинтова пара 6.
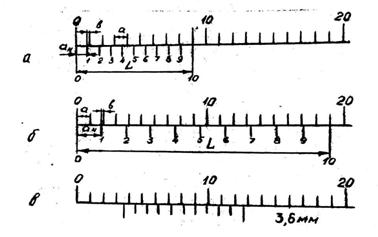
Для пояснення принципу побудови ноніуса ознайомимося з найпростішим з них, який дозволяє відраховувати показання через 0,1 мм (рис.1.7 а).
Якщо шкала ноніуса за довжиною - L дорівнює дев'яти поділам основної шкали (9 мм) і поділена на 10 рівних частин (див. рис. 1.7 а), то інтервал поділу на ноніусі буде коротшим інтервалу поділу основної шкали. Ця різниця є величиною відрахунку по шкалі ноніуса (ціна поділки шкали ноніуса) і підраховується за рівнянням

Де; а - інтервал поділу основної шкали на штанзі, ан - інтервал поділу шкали ноніуса, L - довжина ноніуса, b – ціна поділки ноніуса.
|
Рисунок 1.7 - Склад ноніуса
При дуже малому інтервалі поділок на ноніусі відрахування показань утруднено. Для усунення цього недоліку збільшують інтервал поділу ноніусу за рахунок збільшення його довжини. Наприклад, щоб збільшити інтервал ноніусу при тій же величині відрахунку по ноніусу, слід збільшити його довжину до 19 поділок штанги (див. рис. 1.7 б), т. т. до 19 мм і розділити також на 10 частин. В цьому випадку інтервал поділу на ноніусі буде ан=1,9 мм, а величина підрахунку по ноніусу

Якщо довжину ноніуса залишити такою ж (19 мм), але поділити цю відстань на 20 частин (н=20), то ан буде дорівнювати 0,95 мм, а величина відрахунку по ноніусу

Величину відрахунку по ноніусу можна знайти і на основі іншої залежності;  , тобто із відношення ціни поділки основної шкали приладу до кількості поділок шкали ноніуса.
, тобто із відношення ціни поділки основної шкали приладу до кількості поділок шкали ноніуса.
При вимірюванні ціле число міліметрів, яке містить розмір деталі, визначається цілим числом інтервалів основної шкали, відрахованим нульовою поділкою шкали ноніуса - А. Дробова доля міліметра дорівнює порядковому номеру шкали ноніуса, який співпадає з яким - то штрихом штанги - К, помноженому на величину відрахунку по ноніусу - b. Розмір деталі дорівнює А + (К • b) (наприклад підрахунок на рис. 1.7 в - 3,6мм)








