 2014-01-31
2014-01-31 2363
2363Понятие взаимозаменяемости и её виды
Взаимозаменяемостью изделий и их частей (других видов продукции) называют свойство равноценно заменять один экземпляр другим однотипным экземпляром.
Полная взаимозаменяемость обеспечивает возможность беспригонной сборки изделия из однотипных деталей (выполненных в соответствии с ТУ); возможна, когда количественные и качественные характеристики находятся в заданных пределах.
Комплекс положений, соблюдаемых при проектировании, обеспечивающих взаимозаменяемость, называют принципом взаимозаменяемости.
Преимущества:
· Поточность;
· Автоматизация;
· Более простой ремонт;
· Специализация предприятий.
Неполная взаимозаменяемость: требуется доработка, использование компенсаторов, регулирование положения. Неполную взаимозаменяемость можно осуществлять не по всем, а только по отдельным геометрическим или другим параметрам.
Внешняя взаимозаменяемость – взаимозаменяемость покупных или кооперируемых изделий, монтируемых в более сложные изделия по эксплуатационным показателям, размерам и форме присоединяемых поверхностей.
Например: по dm и Dm, B – подшипников качения.
Проводятся аналогично расчетам калибров для гладких цилиндрических соединений.
Дано: ГОСТ 24932-81; Н =11мкм; Z = 6мкм; у =0:
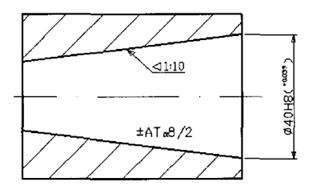
Рис. 23. Рисунок втулки
ПРmax = Dkmax =Dmin + Z+ H /2 = 40 + 0,006 + 0,011/2 = 40,0115мм.
Исполнительный размер Ø40,0115-0,011
Zk = (ТD – 2 Z - H /2 ) * 1/ c = (0.039-2* 0.0060 – 0,011/2)*10 = 0.215мм.
Zk ± H /2 *1/c H /2 * 1/ c = 0,011/2 *10 = 0,055мм
Zk=0.215±0.055мм
Определим предел износа
ПРизн= dкизн= Dmin - y = 40 – 0 = 40мм
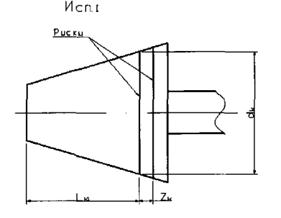
Калибр-пробка по ГОСТ может выполнятся в 2-х исполнениях (рис.24):
 Исп. 2
Исп. 2
|
|
Рис. 24.
L k1= Lmax hl2, т.е. для нашего примера Lk1=63,37hl2
Допуск на угол конуса калибра dk =5°43'20"–16,5"
Т0 = Т _=0.5 Н =0,5 – 11 =5,5≈5мкм
Схема расположения полей допусков калибра-пробки:


Длина калибра Lk1 (исп. 1) соответствует αmax – максимальной длине конуса изделия; поле допуска h12, т.е. Lmaxhl2; Lk2 (исп. 2) = Lmaxhl0 (рис.21)
Для примера длина конуса соответствует 63мм. Размер указан свободный. Это означает, что для него берутся отклонения  , то есть ± 0,37
, то есть ± 0,37
Lkl=63,37hl2 Lk2=63,37hl0 (рис.21)
Выбираем допуск на угол конуса калибра АТαк по параметрам вала:
L=63,37мм; с=1:10; АТα8: АТαк =33”.
Если отклонения на угол изделия заданы симметричными: 
То и на калибр рекомендуется задавать симметричными: ± 16.5". Конусность с=1:10, соответствует углу а=5°43'29".
Определим допуски: прямолинейности образующей конуса (Т_) и допуск круглости поперечного сечения Т0. величина этих допусков не должна превышать половины допуска на калибр. Числовые значения округляются до ближайшего меньшего значения по ГОСТ 24643-81.
Т0=Т_=0,5Н=0,5-11=5,5мкм

