 2013-12-29
2013-12-29 757
757Цель работы
Контроль деталей методом люминесцентной дефектоскопии.
Структура отчета
Литература
Выводы по работе
Методика выполнения работы
Приготовление красок выполняется по рецептам
1) Красная краска
Порошок краски Судан 4 10г/л
Бензол 950 мл
Трансформаторное масло 50 мл
Порошок краски тщательно растереть в масле и непрерывно помешивая влить в бензол, хорошо смешать смесь и процедить через марлю.
2) Белая краска
Густотертые белила 70 г/л
Бензол 200 мл
Ацетон 100 мл
Коллодий 700 мл
Белила развести в бензоле, влить в коллодий и разбавить комочки ацетоном, смесь хорошо перемешать и процедить через марлю.
Операционная карта контроля двигателя.

1. Обезжирить лопаточное перо в нефрасе, просушить не менее 10 мин, затем в ацетоне, просушить не менее 10 мин. С помощью х/б салфетки, затем протереть насухо чистой х/б салфеткой.
2. Нанести на поверхности кромок лопатки, отмеченные на эскизе красную краску, выдержать 5 минут. Нанесение краски выполнить кистью художественной колонок №10 в 2 слоя через одну минуту.
3. Удалить красную краску с поверхности лопатки х/б салфеткой, смочить в смеси
70% трансформаторное масло
30% керосин;
Затем насухо протереть чистой х/б салфеткой.
4. Выдержать не более 10 минут на воздухе, затем нанести кистью в один слой белую краску на всю поверхность пера лопатки и выдержать на воздухе не менее 10 минут.
5. Осмотреть поверхность контроля с помощью лупы (3…10) х трещины, плены, др. дефекты выявляются яркими красными линиями, поры и раковины – точками и пятнами.
6. Удалить краску ацетоном, протиркой салфеткой
7. Нормы дефектации для РЛ турбины: не допускаются трещины и все дефекты кроме точечных размеров не более 0.8 мм не более 6 штук с расстоянием между собой не менее 4 мм.
8. Удалить допустимые дефекты, зачисткой и шлифовальной бумагой.
Лопатку заменить на годную по весу и наработки в эксплуатации.
Недостаток метода цветной дефектоскопии состоит в токсичности паров компонентов красок, что требует применение метода под вытяжной вентиляции. Для проверки методом погружения детали в 2 ванны с красками с выше указном времени выдержки, вместо кисти метод требует от пожара. Ванны должны быть изготовлены из медного сплава, и защищены заземлением.
1) Лозовский В.Н., Диагностика авиационных деталей, Москва, Машиностроение 1988 – 280с.
2) Елисеев Ю.С., Технология эксплуатации, диагностики, ремонта ГТД. Москва, высшая школа 2002, - 355с.
3) Лазицкий Л.П. Практическая диагностика авиационных ГТД, Москва, Транспорт, 1985 – 102с
1) Краткие теоретические сведения по теме обучения “Диагностика ограничено доступных деталей в условиях эксплуатации и ремонта двигателей”
2) Сделать вывод по проделанной работе.
Диагностика двигателей.
Лабораторная работа №3
Студента группы М-23
Нагурного Ивана Олеговича
Изучение капиллярного метода дефектации деталей с помощью люминесцентного контроля. Люм-1-контроль
Люминесцентный метод контроля применяется для выявления поверхностных дефектов из не магнитных материалов: трещин, рыхлота, пористости, не спаев, окисных плен и т.п; но метод не выявляет трещин заполненных продуктами коррозии и шлаковыми включениями.
Детали для проведения должны быть чистыми без смазок, окалин и следов коррозии.Люм-1-контроль – основан на использовании свойства специального раствора авиационного масла МС-20 в керосине РТ-1, проникать в дефектные места поверхностей деталей, и светится люминесцировать под воздействием ультрафиолетового света. Деталь погружают в люм. Раствор, через некоторое время вынимают и удаляют раствор водой, вода плохо смачивает металл, поэтому из места с дефектом раствор не вымывается. Промытую водой деталь сушат опилками древесины и покрывают белым порошком окиси магния, который пропитывается раствором, оставшимся в дефектных местах. Места дефектов определяются по яркому молочно – голубому свечению под светом ртутно-кварцевой лампы. (см.рис 1). 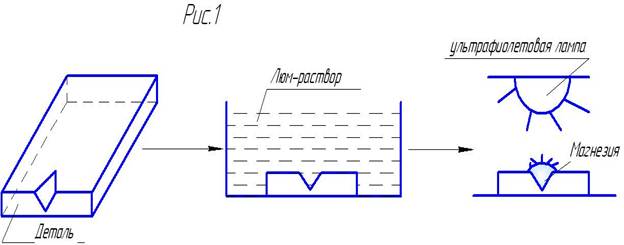
Материалы для проведения люм-1-контроля
1.Бензин – нефрас
2. Люм. Раствор трансформаторное масло 15 в.ч. Керосин 85, количество люм раствора должно быть таким чтобы в ванне были им покрыты все поверхностные детали.
3. Древесные опилки – липовые, просеянные через сито №25 яч/см2 и просушенные в электрошкафу при T=(110…120) не менее 8 часов.
Через сито отбрасываются мелкие древесные опилки ослабляющие чувствительность метода т.к. они могут проникать в дефектные места.
4. Окись магния – магнезия в виде мелкодисперсного порошка для извлечения люм раствора из мест с дефектами. Поверхности детали. Перед применением порошок сушат в течение не менее 3 часов в электрошкафу Т=(105-110) и просеивают через сито №6000 яч/см2
Оборудование для люм-1-контроля
1. Установка с ртутно-кварцевой лампой
Лампа в составе со стеклянном фильтром проявляющим спектр ультрафиолетовых лучей. Электросхему установки смотри на рис.2
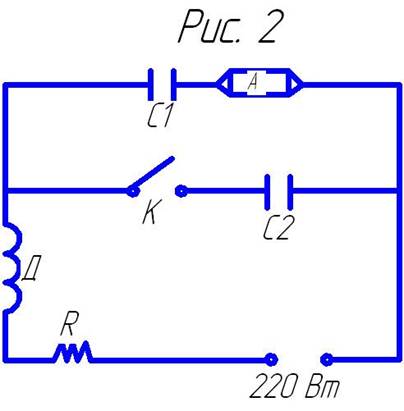
А – лампа ПРК-4 или ПРК-2
С1 – конденсатор 300 мкф
С2 – конденсатор 3 мкф
К – выключатель
Д – дроссель
R – Омическое сопротивление 6 ом (ПРК-4); 11 ом (ПРК-2)
2. Ванна для промывки деталей с проточной водой со сливом по верхней поверхности воды.
3. Ванна с люм-раствором
4. Тара сетчатая для погружения деталей в воду или раствор
5. Ящик с древесными опилками
6. Стол для осмотра
7. Кран от магистрали сжатого воздуха 5 атм
8. Электрошкаф для просушки опилок и порошка
9. Набор счеток для удаления опилок с деталей
10. Лупа (4-10х) для дефектации








