 2018-03-09
2018-03-09 393
393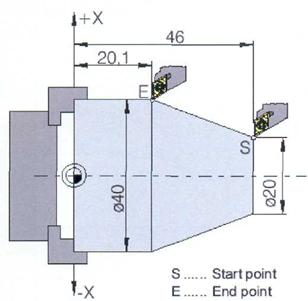
Абсолютные и относительные размеры для G01
Формат
G01 X(U)... Z(W)... F...;
Линейные перемещения направляющих (торцевая, продольная обработка, обработка конуса) при запрограммированной скорости подачи.
Пример:
В абсолютных размерах
G01 Х40 Z20.1 F0. 1;
В размерах с приращением
G01 Х20 W-25.9 F0. 1;
G02 Круговая интерполяция по часовой стрелке
G03 Круговая интерполяция против часовой стрелки
Формат
G02(G03) X(U)... Z(W)... I... К... F...
Или
G02(G03) X(U)... Z(W)... R... F...
X. Z - Конечная точка дуги.
I, К, - Параметры круга в приращениях (расстояние от начальной точки до центра дуги, I относительно X, К относительно Z).
R - Радиус дуги.
Инструмент перемещается к точке вдоль установленной дуги с запрограммированной скоростью подачи.
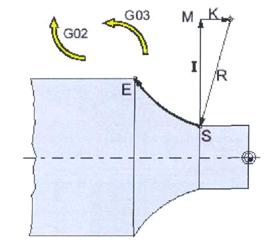
Направление вращения и параметр дуги.
Программирование значения 0 для I и К может быть пропущено. Ввод R с положительным знаком дает дугу < 1800, отрицательный знак дает дугу > 1800.
G04 Выдержка времени.
Продолжительность паузы записывается адресом P и задается в миллисекундах, но может быть задана и адресом X (фиктивное перемещение) и размерность задания будет в секундах.
Формат
G04 X(U)... (сек)
Или
G04 Р... (мсек)
Движение инструмента останавливается в последней достигнутой позиции для выдержки, определенного X, U или Р.
В адресе Р недопустимо использование десятичного знака. Время выдержки начинается с момента нулевой скорости движения инструмента. Диапазон задания паузы от 0,1 до 2000 сек. с разрешением ввода 0,1сек.
Примеры:
G04 Х2.5 (время выдержки = 2.5 сек)
G04 Р1000 (время выдержки = 1 сек – 1000 мсек).
Программирование технологической информации.
Функция инструмента Т.
Команда Т обычно состоит из числа, включающего четыре цифры. Первые две обозначают выбор гнезда инструментального магазина, вторые – номер коррекции на инструмент.
Формат
Т хх хх;
 Номер корректора
Номер корректора
Номер инструмента
Таким образом, на одной инструментальной позиции можно установить несколько инструментов. В кадре можно запрограммировать только один Т-код.
Пример:
Т0101; инструмент №1 с корректором №1
…; текст программы
Т0133; инструмент №1 с корректором №33








