 2018-02-13
2018-02-13 422
422Отчёт о демонстрации возможностей сканера механических напряжений «StressVision Expert» при контроле перераспределения остаточных напряжений ультразвуковой ударной обработкой (УУО) с помощью технологического комплекса «Шмель.
Дата проведения испытаний: 29/11/2017
Место проведения контроля: ООО «Магнит плюс», г. Санкт-Петербург.
В испытаниях принимали участие представители: ООО «Магнит плюс», ООО «Феррологика», Petroleum Training Centre (Sudan).
Объект контроля: Прямоугольная пластина со стыковым сварным швом.
Цель демонстрации: Оценка качества перераспределения неоднородности остаточных сварочных напряжений с помощью сканера механических напряжений «StressVision Expert» до и после применения технологического комплекса «Шмель» для УУО.
Средство контроля и способ снятия остаточных сварочных напряжений.
Сканер механических напряжений «StressVision Expert» (рис.1.) ID: 9B7B7C01000024.
Технологический комплекс «Шмель» для ультразвуковой ударной обработки (УУО) (Рис.2.).
Рис.1. Внешний вид сканера механических напряжений «StressVision».
|
|
|

Рис.2. Внешний вид технологический комплекс «Шмель».
Выходной сигнал магнитоанизотропного преобразователя сканера механических напряжений «StressVision Expert» по результатам сканирования пропорционален разности главных механических напряжений (РГМН)  . Согласно критерию наибольших касательных напряжений (критерию пластичности Треска) пластические деформации металлов и сплавов наступают тогда, когда наибольшее касательное напряжение достигает некоторого определенного значения:
. Согласно критерию наибольших касательных напряжений (критерию пластичности Треска) пластические деформации металлов и сплавов наступают тогда, когда наибольшее касательное напряжение достигает некоторого определенного значения:  .
.
Без калибровки при одноосном нагружении экспериментальных образцов из конкретных марок стали с заданной структурой результат сканирования РГМН представлен в у.е.
Остаточные сварочные напряжения, вызванные тепловыми воздействиями в процессе сварки и после остывания металла, образуют область растягивающих напряжений вдоль сварного шва с переходом через зону термического влияния в область сжимающих напряжений основного металла. Результаты сканирования остаточных напряжений с помощью сканера механических напряжений «StressVision» не противоречат классической теории сопротивления материалов и сварочных напряжений и деформаций в сварных соединениях (рис.3).
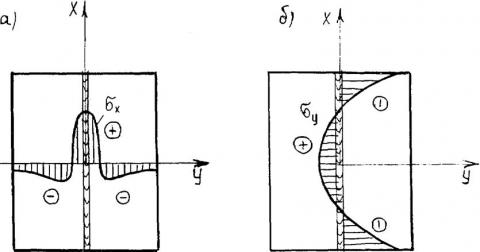
Рис.3. а) Продольные и б) поперечные остаточные сварочные напряжения для стыкового сварного соединения
На объект контроля (без зачистки поверхности и без контактной жидкости) наносится координатная сетка в узлах которой проводится процесс сканирования преобразователем прибора «StressVison». Фотография объекта контроля с нанесенной координатной сеткой представлена на рисунке 4.
|
|
|
В настройки прибора «StressVision» вводятся параметры зоны контроля: количество строк, точек, расстояние между точками по Х и Y, после чего прибор готов к работе. Сканирование зоны осуществляется в ручном режиме путём переноса преобразователя строго по координатам и нажатием кнопок проведения измерения на измерительном блоке прибора.
Результат сканирования представлен в виде картограмм РГМН в поверхностном слое, включающий в себя усредненный результат по глубине от 0 до 3 мм, и глубоком слое – от 0 до 6 мм.








