 2020-01-14
2020-01-14 158
158
На рисунке 5 представлена схема технологического процесса получения заготовки детали «Стакан».
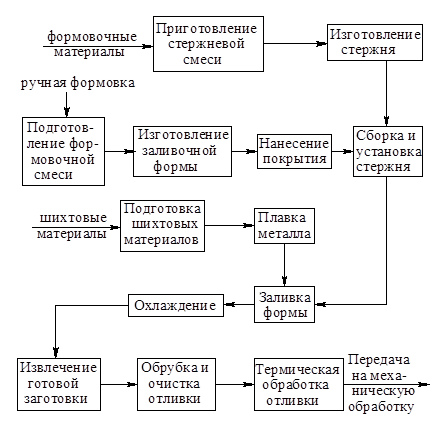
Рисунок 5 – Технологический процесс литья в песчано-глинистые формы
Ниже рассматриваются основные этапы получения заготовки. Формовочными материалами называют материалы, применяемые для изготовления литейных форм и стержней.
Стержневые смеси для отливок делятся на пять классов. Для отверстий простой формы, к чистоте поверхности которых особых требований не предъявляется, применяется смесь четвертого класса. Стержни в процессе заливки используют большие термические и механические нагрузки. Поэтому они должны иметь большую огнеупорность, податливость, повышенную газопроницаемость и малую газотворность. Наиболее подходящим для смеси является состав, состоящий из песка, связующего марки ФФ-1С, окиси железа, графита серебристого. Такая смесь повышает производительность труда, устраняет трудоемкую операцию сушки.
В качестве формовочных смесей для отливок применяют сырые и сухие песчаные смеси. В мелкосерийном производстве в основном применяются сухие смеси. Они обладают повышенной прочностью и пониженной податливостью. Для увеличения податливости в смесь добавляют опилки, торф, асбестовую крошку. Состав смеси: 70% – отработанной смеси, 27% – свежего материала, 3% – древесных опилок.
Заливочную форму изготавливают в опоках – жестких рамках из стали марок 20Л и 30Л. Форму получают в двух опоках – верхней и нижней. Для точности сборки их центрируют штырями и втулками. В данном случае используются опоки для ручной формовки.
Противопригарные краски и пасты предохраняют поверхность отливки от пригара, увеличивают поверхностную прочность, уменьшают осыпаемость форм и стержней, обеспечивают получение чистых отливок. Нанесение на поверхность формы и стержней краски способствует образованию прочного слоя огнеупорного материала. В данном случае выбирается краска марки ГБ.
Существует следующий порядок изготовления песчаной формы. Устанавливается деревянная модель на модельную плиту, устанавливается пустая нижняя опока, Поверхность модели смачивается раствором керосина и мазута. Затем засыпается просеянная облицовочная смесь и слоями засыпается наполнительная смесь, которая периодически уплотняется вручную. Далее опока переворачивается вместе с модельной плитой на 180˚ и устанавливается вторая половина модели. Устанавливается верхняя опока и процесс наполнения повторяется. Делаются наколы душником.
Далее модель извлекается из формы. Поверхности формы отделывают, поврежденные места исправляют. Устанавливают стержни и собирают форму.
Модель состоит из деревянной формы, повторяющую форму готовой отливки и литниковой системы. Литниковая система состоит: из воронки (для мелких отливок), предназначенной для приема струи металла; стояка – вертикального канала по которому течет расплавленный металл к другим элементам системы; питателей – каналов, передающих метал в полость формы, выпора, предназначенного для отвода газов из полости формы. В данном случае шлакоуловитель не применяется, т. к. он уже есть в устройстве индукционной печи.
Далее отливка охлаждается некоторое время вместе с формой. Затем она извлекается и форма разрушается, из отливки извлекают стержни, отделяются литники. Производится обрубка и очистка отливки ее первая термическая обработка. Отливка готова.








