 2020-01-14
2020-01-14 1572
1572При регламентном осмотре (РО) аппараты снимают с вагона. Амортизатор аппарата 73ZWy2 вынимают из корпуса, очищают и осматривают.
Поверхности корпуса и амортизатора смазывают смазкой КР-400 и вставляют в корпус, из которого он был извлечен.
Аппараты 73ZWy2, АПЭ-120-И считаются неисправными при наличии одного из следующих дефектов:
а) протечка эластомерной массы;
б) трещины и сколы корпуса;
в) забоины глубиной более 3 мм на цилиндрической поверхности амортизатора аппарата 73ZWy2 или на корпусе аппарата АПЭ-120-И;
г) повреждение хромового покрытия штока;
д) сквозные трещины и разрывы упругого элемента для аппарата 73ZWy2;
е) высота упругого элемента менее 29 мм для аппарата 73ZWy2.
Неисправные аппараты заменяют на исправные аналогичной конструкции.
Перед установкой на вагон наружную поверхность аппарата, в местах контакта с планками против истирания, с тяговым хомутом, а также сам тяговый хомут в месте контакта с поддерживающей планкой смазать смазкой КР-400.
Перед постановкой аппарата 73ZWy2 в тяговый хомут он должен быть сжат, между монтажной планкой и приливом корпуса должны быть установлены вкладыши высотой 18 -20 мм и диаметром 16-20 мм. Для сжатия аппарата АПЭ-120-И между гайкой болта и проушиной корпуса должны быть установлены четыре полукольца (вкладыша) высотой 18-20 мм и внутренним диаметром 25 мм.
Рекомендуется использовать для сжатия всех типов эластомерных поглощающих аппаратов в хомуте переносную гидравлическую пресс-выжимку с усилием не менее 35 тс и ходом не менее 20 мм без использования предварительной зарядки вкладышами.
1.5.4 Осмотр тяговых хомутов
Тяговые хомуты осматриваются на предмет выявления неисправностей. Ремонт тяговых хомутов сваркой и наплавкой производится на поворотном стенде согласно «Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог» и «Инструкции по сварке и наплавке при ремонте грузовых вагонов».
На участке дефектоскопирования тяговые хомуты проверяются с помощью дефектоскопов ДФ-105, ДФ-205.1.
Тяговый хомут считается годным если:
а) толщина перемычки со стороны отверстия для клина не менее 50 мм.
б) нет трещины на тяговых полосах, разрешается вырубать и оставлять без заварки поверхностные трещины глубиной не более 3 мм с плавным выходом на литейную поверхность, если они не расположены на тяговых полосах.
в) износы тяговых полос не более 3 мм, а боковых поверхностей головной и задней опорной части не более 5 мм.
г) хомут отвечает требованиям, проверки шаблонами 920р-1 и 861р-1
Перемычку отверстия для клина тягового хомута наплавляют, если ее толщина менее 50 мм, наплавку выполняют со стороны отверстия для клина с таким расчетом, чтобы после обработки толщина перемычки была не менее 58 мм и не более 61 мм. После наплавки и обработки отверстия проверяют проходным шаблоном 861р-м.
Хомут негоден, если шаблон не проходит через верхнее отверстие или через нижнее отверстие для клина. Если шаблон проходит через оба отверстия, то хомут исправен.
Длину хомута, т. е. расстояние от передних кромок отверстий для клина до опорной поверхности корпуса поглощающего аппарата, проверяют шаблоном 920р-1, который плотно прижимают к передним кромкам отверстий для клина (рисунок 62). Зазор a, определяемый
перемещениями движка, допускается не более 3 мм при выпуске из капитального ремонта и не более 5 мм при остальных видах периодического ремонта подвижного состава. Если толщина перемычки находится в пределах 58-61 мм, но длина тягового хомута не отвечает требованиям проверки шаблоном 920р-1, то должна быть произведена наплавка поверхности в месте опоры корпуса поглощающего аппарата с последующей проверкой тем же шаблоном.
Высоту проема в головной части хомута проверяют шаблоном 920р-1, который перемещают, плотно прижав к тяговой полосе (рисунок 62). Проходной вырез полосы этого шаблона должен проходить мимо проверяемого места, а непроходной не должен. Если это условие не выполняется, то изношенные места необходимо наплавить с последующей обработкой.
Для проверки высоты проема после ремонта в головной части хомута (рисунок 62) шаблон 861р-м вставляют в отверстия для клина в хомуте и фиксируют в трех точках: опорными выступами – на стенках отверстий для клина, а опорной планкой – на нижней поверхности проема. Затем подвижную часть шаблона подводят до соприкосновения контролирующей опоры с потолком проема и закрепляют винтом. Высота проема тягового хомута после ремонта соответствует норме, если стрелка находится в пределах проточки.
Тяговые хомуты отлитые до 1970 г. ремонту не подлежат и изымаются из эксплуатации.

Рисунок 62 – Контроль тягового хомута шаблонами 920р-1, 861р-1 и 861р-м
Болт с квадратной головкой, поддерживающий клин тягового хомута, заменяют новым при износе по диаметру более 1 мм при капитальном ремонте и более 2 мм - при остальных видах периодического ремонта подвижного состава. Длина болта должна быть 145±3 мм, диаметр болта – 20 мм.
Резьба болта не должна выходить на его часть, расположенную между ушками тягового хомута, и составляет 42+5 мм.
Ремонтировать болты, поддерживающие клин, не разрешается.
Для надежного запирания болтов, поддерживающих клин тягового хомута, должно быть обеспечено их типовое крепление (рисунок 63).
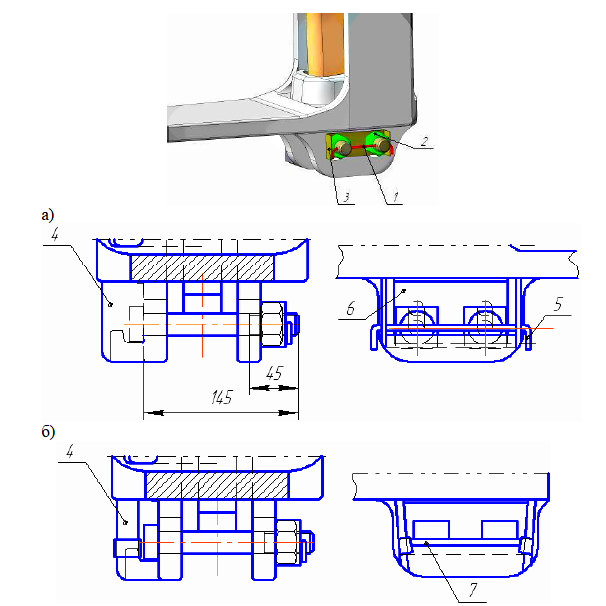
Рисунок 63 - Типовое крепление клина тягового хомута
Чтобы поддерживающие клин болты не могли подняться выше козырька хомута, под головку болтов устанавливают запорную планку, которую затем разгибают до упора в нижнюю тяговую полосу хомута. Под гайки 2 болтов ставят запорную планку 3, которую после затяжки гаек и постановки проволоки 1 (диаметром 4 мм и длиной 120 мм) загибают на грани гаек.
Вместо проволоки допускается ставить стандартные шплинты диаметром 5 мм. В целях повышения надежности крепления клина к приливу приваривают стенки 4 и через отверстия в них пропускают проволоку 5 диаметром 5 мм, концы которой загибают под углом не менее 90 град. (рисунок 63, а). Стенки 4 могут быть отлиты при изготовлении хомута. В этом случае вместо проволоки ставят стальную планку 7 толщиной 1,5 мм, шириной 15 - 20 мм и длиной 230 мм, концы которой загибают вокруг стенок 4 (рисунок 63,б).
Клин тягового хомута поглощающего аппарата Ш-6-ТО-4У-120, не имеющий ограничительных буртиков, и клин поглощающего аппарата Р-5П устанавливают на специальную планку, через отверстия в которой пропускают поддерживающие болты, закрепляя их от выпадения, как указано выше. Головки и торцы болтов окрашивают белой краской.








