 2020-04-12
2020-04-12 1197
1197Требования к знаниям и умениям студентов.
Иметь представление:
Об элементах единой системы допусков и посадок;
О параметрах, влияющих на взаимозаменяемость гладких цилиндрических соединений (гцс).
знать:
Единицы допусков;
Точность изготовления гцс
Образование посадок в системах – вала, отверстия;
Обозначение посадок на чертежах.
уметь:
Назначать посадки в нужной системе;
Производить расчет параметров посадок.
Иметь навыки:
Пользования таблицами полей допусков ЕСДП (ГОСТ 25347-82
Все темы по допускам и посадкам различных соединений изложены по
плану:
1. Параметры, определяющие взаимозаменяемость.
2. Точность изготовления.
3. Получение посадок.
4. Обозначение на сборочном чертеже.
5. Применение посадок.
Гладкие цилиндрические соединения представляют из себя соединения: гильза поршня, поршень, гильза-поршень, палец шатуна и т.д.
Все детали имеют разные поверхности: сопрягаемые, по этой поверхности деталь собирается в узел, поэтому требования к ней высокие. Свободная поверхность, например, это днище поршня, требования к его изготовлению невысокие.
Ι Параметры обеспечивающие взаимозаменяемость.
Для обеспечения взаимозаменяемости должны быть выполнены в пределах допуска:
1) размеры вала и отверстия (D, d);
2) отклонения формы деталей (отклонение от круглости, цилиндричности, профиля продольного сечения и др.);
3) должны соответствовать характеру работы соединения параметры шероховатости.
ΙΙ Точность изготовления ГЦС.
1. Точность определяется величиной допуска (TD, Td) Рис 12
 0 0
0 0

 TD
TD
1 TD
2
TD
3
 |

D = d = 50 мм
1 – вал деталь самая точная
2.Точность по ГЦС называется квалитетом
В ЕСДП для ГЦС предусмотрено 01,0, 1, 2, 3 … 18 квалитеты точности.
Обозначение IT8, IT12 и т.д.
3.Самый точный 01 квалитет, самый грубый 18 квалитет.
Чем больше размер детали, тем больше допуск на ее изготовление.
Допуск тем больше, чем больше квалитет.
Квалитет – это ряд допусков одинаковой степени точности для всех номинальных размеров.
ΙΙΙ Образование посадок.
В стандартизации используют ограниченное количество посадок, для чего введены понятия систем (вал или отверстие) и все поля стандартизированы, путем обозначения основных отклонений у отверстия и вала Рис 13
Основные валы
 s
s
n
 |

 h
h
 c
c
 b
b
 а
а
1. Посадки образуются в 2-х системах: система отверстия или вала.
2. Посадки образуются путем обработки деталей по стандартным полям допусков.
Система отверстия
Рис 14

0 + Н 0
 |
Рис 15
Система вала

 0 0
0 0
h
Получение посадок в разных системах возможно путем обработки не основной детали по стандартному полю допуска.
Пример:ÆН7/с6 Рис 16 
Ι v Обозначение посадок на сборочных чертежах
Рис 17

Н7 - отверстие
Æ50 с6 - вал
50 – номинальный размер детали
Н, с – основные отклонения
7; 6 – квалитеты
Соединение получено в системе отверстия (Н). Посадка с зазором. Вал изготовлен точнее, т.к. 6 – квалитет.
v Применение посадок
Посадки с зазором применяются при невысоких нагрузках и скоростей вращения. Посадки переходные применяют для сменных деталей, неподвижных. Посадки с натягом используются для тяжелых ударных нагрузок.
Тема 1.9 ДОПУСКИ И ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ.
Требования к знаниям и умениям студентов.
Иметь представление:
· Об устройстве подшипников качения;
· Об условиях работы и видах нагрузок на подшипники.
знать:
· Параметры, влияющие на взаимозаменяемость подшипников;
· Точность изготовления подшипников;
· Принцип образования посадок с подшипниками качения;
· Обозначение посадок на чертежах.
уметь:
· Назначать посадки для конкретного узла.
Ι Параметры, определяющие взаимозаменяемость
1.а) внешняя взаимозаменяемость обеспечивается:
 |
Рис 18
 |
d D
 |
 b
b
D – наружный диаметр наружного кольца подшипника, мм
d – наружный диаметр внутреннего кольца подшипника, мм
b – ширина подшипника, мм
б) внутренняя взаимозаменяемость обеспечивается:
1) размеры тел качения;
2) кН – размеры дорожки качения по наружному кольцу;
3) кb – размеры дорожки качения по внутреннему кольцу.
2.В пределах допуска должно быть отклонение формы подшипника: отклонение формы колец от круглости, профиля продольного сечения, цилиндричности, соосности. В пределах допуска должно быть отклонение формы тел качения и т.д.
3.Шероховатость поверхности колец подшипника должна соответствовать условиям работы.
ΙΙТочность изготовления подшипников.
1.Подшипники изготовляют в классах точности (0, 6, 5, 4, 3, 2, Т)
Т – самый точный Рис 19

|

|
0
L0 – точность изготовления внутреннего кольца подшипника (отверстие)
ℓ0 – точность изготовления наружного кольца подшипника (вал)
2.Обозначение точности подшипника
302 – изготовлен в 0 классе точности
Т-402 – изготовлен в Т классе точности
ΙΙΙ Образование посадок с подшипниками качения.
1. Система.
Подшипник деталь основная.
Получают посадки по внутреннему кольцу – в системе отверстия т.к. поле допуска перевернуто относительно нулевой линии, посадки получают специфические Рис 20
 |
Посадки по наружному кольцу – в системе вала.
0 0 Рис 21
 |
2. Образование посадок – получают путем обработки посадочных мест по стандартным полям допусков
По внутреннему кольцу Рис 22

р k
с
1, 2, 3 – валы, обработанные по стандартным полям допусков
1 – m6; 2 – h6; 3 – f6
Образование посадок по наружному кольцу подшипника.
|
 |
G7, I7; P7 – отверстие в корпусе обработанное стандартными полями допусков.
Ι v Обозначение посадок деталей с подшипниками качения на чертеже.
1. Обозначение зависит от того, с каким кольцом соединяется деталь.
2. Указывается поле допуска и квалитет детали, с которой соединяется подшипник, т.е. вал или отверстие.
Пример.
Отверстие в корпусе Æ140Н7 (Н7/ℓ6)
Вал Æ35k6(L0/k6)
Рис 24



v Применение посадок.
Применение посадок зависит от типа нагружения подшипника.
Местное – подшипник не вращается, поэтому посадки с зазором (S).
Циркуляционное – подшипник вращается посадки с натягом (N) или переходные (SN).
Колебательное – вращается только внутренне кольцо, но при этом оно испытывает нагрузки разные по направлению – только переходные (SN).
Тема 1. 10 ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ.
Требования к знаниям и умениям студентов.
· Иметь представление
· Об условиях работы шлицевых и шпоночных соединений;
· Знать:
· Параметры шлицевых и шпоночных соединений влияющих на взаимозаменяемость;
· Точность изготовления шлицевых и шпоночных соединений;
· Принцип образования посадок в шлицевом и шпоночном соединении;
· Обозначения посадок на сборочных чертежах.
· Уметь
· Назначать посадки в шлицевых и шпоночных соединениях в зависимости от условий работы.
· Иметь навыки:
· Чтения обозначен ий посадок шлицевых и шпоночных соединений на чертежах.
Ι Параметры, определяющие взаимозаменяемость:
1. Геометрические размеры (призматической шпонки)
 Рис 25
Рис 25
b – ширина шпонки
h – высота шпонки
ℓ – длина шпонки
t1 – размеры шпоночного паза в валу
t2 – размеры шпоночного паза во втулке
2.В пределах допуска должны быть отклонения формы шпонки и пазов
3. Параметры шероховатости должны соответствовать условиям работы
Ι Ι Точность изготовления шпонок.
1. Шпонки изготавливаются по степеням точности.
2. Шпонка изготавливается только по таким полям и степенями точности:
по ширине (b) – h 9
по высоте (h) – h 11
по длине (ℓ) – h 14
Шпоночные пазы по длине: в валу Н12, во втулке Н15
Шпоночные пазы по ширине обрабатываются в зависимости от типа посадки.
Ι Ι Ι Образование посадок.
1. Система – шпонка деталь основная (вал), поэтому посадки получают в системе вала.
2. Посадки получают только по ширине шпонки (b)
Рис 26
0 0

b
3. Посадки получают путем обработки по стандартным полям допусков ширины шпоночных пазов.
4. В шпоночном соединении получают:
- свободное соединение (S)
- нормальное соединение (SN)
- плотные соединения (N)
5. Выбор соединения зависит от условий работы: нагрузки и частоты разборки
Ι v Обозначение посадок на сборочных чертежах.
Рис 27

v Применение посадок.
1. Выбор посадок в шпоночном соединении зависит от:
- вида нагрузки
- частоты разборки
2. Плотное соединение назначается при тяжелых, реверсивных нагрузках.
3. Свободное соединение назначается при невысоких нагрузках и частой разборке соединения.
Тема: Тема 1. 10 ДОПУСКИ И ПОСАДКИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ.
Требования к знаниям и умениям студентов.
· Иметь представление
· Об условиях работы шлицевых и шпоночных соединений;
· Знать:
· Параметры шлицевых и шпоночных соединений влияющих на взаимозаменяемость;
· Точность изготовления шлицевых и шпоночных соединений;
· Принцип образования посадок в шлицевом и шпоночном соединении;
· Обозначения посадок на сборочных чертежах.
· Уметь
· Назначать посадки в шлицевых и шпоночных соединениях в зависимости от условий работы.
· Иметь навыки:
· Чтения обозначений посадок шлицевых и шпоночных соединений на чертежах.
Ι Параметры, определяющие взаимозаменяемость
1.геометрические размеры
Рис 28

Z – количество зубьев (шлицов)
d – внутренний диаметр шлицов
D – наружный диаметр шлицов
b – ширина шлицов
2. В пределах допуска должны находиться форма и взаимное расположение поверхностей
3. Параметры шероховатости должны соответствовать заданным
Ι Ι Точность изготовления шлицевых соединений
1. Точность шлицевых соединений называется квалитетом.
2. Изготавливаются с 5, 6, 7 … 10 квалитеты точности

|
|
|
|
 Рис 29
Рис 29
3. Квалитеты с 5 по 10 используются только для поверхностей, по которым получены посадки, остальные поверхности могут быть изготовлены грубее.
Ι Ι Ι Образование посадок
1. Система – отверстия
2. Посадки могут быть получены по одной из поверхностей, которые называются поверхностями центрирования.
D, d, b
3. Посадки получают – подвижные и неподвижные
4. Образуются посадки путем обработки поверхностей по стандартным полям допусков.
Ι v Обозначение посадок на сборочных чертежах.
 |
d – поверхность центрирования или поверхность, по которой получают посадки (может быть D или b)
8 – количество шлицов
36 – внутренний диаметр шлицов (d)
40 – наружный диаметр шлицов (D)
7 – ширина шлицов (b)
v Применение посадок.
Центрирование по наружному диаметру не предусматривает подвижность шлицевого соединения.
Центрирование по внутреннему диаметру обеспечивает точное центрирование и подвижность соединения.
Центрирование по боковым сторонам применяется редко, только при больших нагрузках и реверсивном движении.
Тема 1.11 ДОПУСКИ И ПОСАДКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ.
Требования к знаниям и умениям студентов.
Иметь представление
О параметрах резьбового соединения;
Знать:
Параметры резьбовых соединений влияющих на взаимозаменяемость;
Точность изготовления резьбовых соединений;
Принцип образования посадок в резьбовом соединении;
Обозначения посадок на сборочных чертежах.
Уметь
Назначать посадки для различных резьбовых соединений.
Иметь навыки:
Чтения обозначений посадок шлицевых и шпоночных
Ι Параметры, определяющие взаимозаменяемость
1. Геометрические размеры Рис 30

d1 (D1)– внутренний диаметр резьбы
d (D)– наружный диаметр резьбы
d2 (D2)– – средний диаметр резьбы
Р – шаг резьбы
a (600)- угол профиля резьбы
Н – теоретическая высота зуба
Н1 – рабочая высота зуба
2. Отклонения формы деталей должны находится в заданных пределах
3. Заданным параметрам должны соответствовать параметры шероховатости
ΙΙТочность изготовления резьб.
1.Точность изготовления называют степенью точности.
2.Изготавливаются с 3, 4, 5 … 8 степенями точности (3 самая точная)
3.Степени точности делятся на классы точности:
- точный – 3, 4, 5, 6
- средний – 5, 6, 7
- грубый – 7, 8
4.Все три диаметра резьбы изготавливаются (часто) по разным полям допусков.
5.Допуск на внутренний диаметр болта (d1) и на наружный диаметр гайки (D) не задается.
6.После изготовления резьбовые детали подвергаются сортировке по группам, такая сортировка обеспечивает одинаковые зазоры или натяги.

 1 Рис 31
1 Рис 31
 TD
TD
 2
2
3


 |
 1 Td
1 Td
 2
2
 D2=d2 3
D2=d2 3
При сборке гайки из первой группы собираются с болтами из первой группы, вторая со второй и т.д.
Ι Ι Ι Образование посадок.
1.Посадки получают в основном в системе отверстия (реже вала)
2.Получают все три типа посадок (зазор, натяг, переходные)
3.Посадки получают в основном по среднему диаметру (D2 d2)
4. При этом диаметры резьбы обрабатываются по стандартным полям допусков, что и позволяет получить разные посадки.
Ι v Обозначение резьбовых соединений на сборочных чертежах
¡ Пример: М 30 - 7H/ 6h
М – метрическая резьба;
30 – наружный диаметр резьбы (D,d);
резьба с крупным шагом;
7Н – степень точности и основное отклонение среднего диаметра гайки;
6h – степень точности и основное отклонение среднего диаметра болта.
М20 х 2,5 – 7Н/2/6h/2 – 20
2,5 – мелкий шаг резьбы;
2 – количество групп сортировки;
20 – длина свинчивания
М20 – 7Н8G/6h7g
У болта и гайки диаметры изготовлены по разным полям допусков. 7H и 6h это средние диаметры гайки и болта. 8G это D1 у гайки; 7g это d у болта.
v Применение посадок.
Посадки с натягом используются при высоких нагрузках.
Посадки с зазором используются при невысоких напряжениях.
Посадки переходные используются при средних нагрузках.
Тема 1.12 ДОПУСКИ И ПОСАДКИ КОНУСНЫХ СОЕДИНЕНИЙ.
Ι Параметры, определяющие взаимозаменяемость.
1. Геометрические размеры.
Рис 32

d – диаметр малого основания конуса
D – диаметр большого основания конуса
a - угол конуса
LS – длина конуса в заданном сечении (выбирается любое сечение конуса)
L – длина конуса
2. В пределах допуска должны быть отклонения формы конуса.
3. Параметры шероховатости должны соответствовать условиям работы.
Ι Ι Точность изготовления конусов.
1. Точность изготовления конусов называется квалитет.
2. Конуса изготавливаются с 5 по 12 квалитеты точности.
3. Точность на изготовление может задаваться на все поперечные сечения или только на сечение Ls.
Ι Ι Ι Образование посадок.
1. Посадки в основном получают в системе отверстия.
2. Разные посадки конусов получают путем обработки наружных и внутренних конусов по стандартным полям допусков.
Наружные конуса – H, Is, N
Внутренние конуса – d, e, f, g …
4. Посадки получают в зависимости от способа сборки.
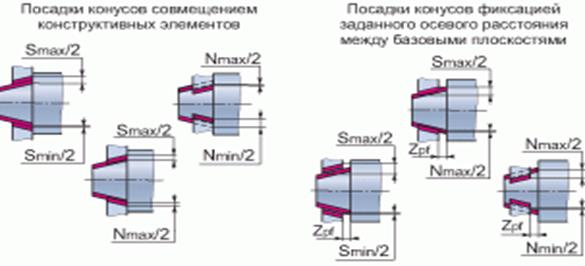

Рис 33
Посадка путем совмещения конструктивных элементов могут быть с зазором, с натягом и переходные.
Посадки с фиксацией по заданному осевому расстоянию – зазор, натяг и переходные посадки.
Посадки с фиксацией по заданному особому смещению – зазором или с натягом.
Сборка запрессовкой – посадка с натягом.
Ι v Обозначение посадок на чертежах.
1. Обозначение посадок связано с видом сборки:

Æ40 Н7/f6 – для 1 вида сборки Рис 34


 Æ40 Н7/f6 - для второго вида сборки
Æ40 Н7/f6 - для второго вида сборки
 Æ40 Н7/f6 осевое смещение натяга – для 3 вида сборки.
Æ40 Н7/f6 осевое смещение натяга – для 3 вида сборки.
F = 10кН – усилие запрессовки.
V Применение посадок
Тема 1.13 ДОПУСКИ НА ИЗГОТОВЛЕНИЕ ЗУБЧАТЫХ КОЛЕС.
Требования к знаниям и умениям студентов.
· Иметь представление
Об условиях работы зубчатых передач в различных соединения;
· Знать:
· Параметры обеспечивающие нормальную работу зубчатых колес;
· Точность изготовления зубчатых колес;
· Обозначения точности зубчатых колес на чертежах.
· Уметь
· Назначать точность изготовления зубчатых колес.
· Иметь навыки:
· Чтения обозначений зубчатых колес на чертежах.
Ι Параметры, определяющие взаимозаменяемость.
1. В пределах допуска должны быть геометрические параметры зубчатых колес:
а) единичные параметры:
- высота зуба;
- ширина зуба;
- шаг зацепления;
- профиль зуба;
- межосевое расстояние и т.д.
б) комплексные параметры:
- кинематическая точность (определяют степень несогласованности поворота ведомого и ведущего колес);
- плавность работы (определяют равномерность хода, плавность и бесшумность работы – КПП автомобиля);
- пятно контакта зубьев (применяются для тяжелонагруженных передач – лебедки грузоподъемных механизмов и т.д.);
2. Отклонение формы и взаимное расположение поверхностей.
Ι Ι Точность изготовления зубчатых колес.
1. Определяют нормы точности зубчатых колес:
- норма кинематической точности;
- норма плавности работы;
- норма пятна контакта.
2. Внутри каждой нормы точности определены степени точности.
Изготавливаются с 1 по 12 степенями точности (1 – самая точная, 12 – самая грубая) В машиностроении используются 6-9 степени точности.
Ι Ι Ι Сопряжение зубчатых колес.
1. У зубчатых колес различают виды сопряжения по величине бокового зазора (посадок нет, т.к. это передача).
2. Боковой зазор необходим:
- для компенсации теплового расширения;
- для обеспечения смазки;
- для компенсации погрешности изготовления.
3. Величина бокового зазора зависит от межосевого расстояния зубчатой передачи и обозначаются: H, E, D, C, B, A


 Рис 35
Рис 35
 TD=d
TD=d
Н

H E D
ƒ
Ι v Обозначение на чертежах.
1) 6-8-7Сс ГОСТ 1643-81
6 – степень точности по кинематической норме точности
8 – степень точности по норме плавности
7 – степень точности по норме пятна контакта
С – вид сопряжения
с – величина допуска на боковой зазор
ГОСТ 1643-81 – передача изготовлена в соответствии с этим стандартом
2) 7-Аа ГОСТ 1643-81
7 – по всем нормам точности зубчатая передача изготовлена по одинаковой степени точности.
v Применение зубчатых колес

