 2020-06-08
2020-06-08 548
548Понятие приведенного среднего диаметра резьбы (ГОСТ 16093-2004) введено для упрощения контроля резьб и расчета допусков среднего диаметра при раздельном контроле шага, угла профиля и среднего диаметра.
Приведенными средними диаметрами болта и гайки называют такие их условные величины d2пр и D2пр, которые обеспечивают безусловную свинчиваемость болта с гайкой при соотношении, чтобы приведенный средний диаметр гайки был больше или равен приведенному среднему диаметру резьбы болта:
D2пр> d2пр
В основу приведенного среднего диаметра (d2пр, D2пр) берется измеренный (действительный) размер среднего диаметра (d2изм> D2изм), увеличенный для болта и уменьшенный для гайки на диаметральные компенсации погрешностей шага и угла профиля:
d2пр = d2изм+ (fp + f a );
D2пр = D2измì - (fp + f a );
Для наружной резьбы к d2изм прибавляется + (fp + f a ) поскольку наличие погрешности шага и угла профиля в резьбе мешает свинчиванию и фактически увеличивает средний диаметр резьбы болта.
Для внутренней резьбы из D2изм вычитается - (fp + f a ) так как наличие погрешностей шага и угла про филя в резьбе мешает свинчиванию и фактически уменьшает средний диаметр резьбы гайки.
Резьбовые детали, имеющие одинаковый приведенный средний диаметр, равноценны в отношении обеспечения свинчиваемости, но прочнее из них та, в которой погрешности шага и угла профиля меньше.
Система посадок метрических резьб
Степени точности метрических резьб,
Все резьбы общего назначения соединяются по боковым поверхностям. Возможность контакта по вершинам и впадинам резьбы исключается соответствующим расположением полей допусков по наружному и внутреннему диаметрам болта и гайки.
В зависимости от характера сопряжения по боковым сторонам профиля (или, как принято называть «по среднему диаметру») различают резьбовые посадки с зазором, с натягом и переходные. Посадка резьбового соединения зависит от зазоров или натягов, которые численно представляют собой разницу действительных значений приведенных средних диаметров болта и гайки.
ГОСТ 1609-2004 «Посадки с зазором») устанавливает систему допусков для резьбовых посадок с зазором. Предусмотрено пять основных отклонений для наружной резьбы (d, е, f, g, h) и четыре основных отклонения для внутренней резьбы (Е, F, G, Н) (рис. 5).

Рис. 5
Отклонения отсчитываются от номинального профиля в направлении, перпендикулярном оси резьбы.
Положение поля допуска диаметра резьбы определяется основным отклонением (es - для болта, ЕI - для гайки).
Второе предельное отклонение определяют в зависимости от установленной стандартом степени точности (табл. 2).
Таблица 2
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная | d | 4,6,8 |
| d2 | 3,4,5,6, 7,8,9, 10* | |
| Внутренняя | D2 | 4,5,6,7,8,9* |
| D1 | 4, 5, 6, 7, 8 |
* Только для резьб из пластмасс
Резьбовые сопряжения с большими гарантированными зазорами (с использованием основных отклонений внутренних резьб Е и F) применяются в следующих случаях:
когда резьбовые детали работают при высокой температуре и необходима компенсация температурных деформаций;
когда необходима быстрая и легкая свинчиваемость деталей даже при наличии небольшого загрязнения или повреждения резьбы;
когда требуется повышенная циклическая прочность резьбовых соединений;
когда на резьбовые детали наносят защитные покрытия.
Поскольку накопленная погрешность шага зависит от длины свинчивания, стандартом установлено три группы длин свинчивания:
короткая S; нормальная N; длинная L.
Условное обозначение резьбовых деталей и сопряжений
Обозначение поля допуска диаметра резьбы состоит из:
-числа, обозначающего степень точности
- строчной или прописной латинской литеры, обозначающей основное отклонение резьбового вала или отверстия
Например 4h, 7Н.
У резьб обозначение поля допуска начинается с числа (степень точности), после которого записывают основное отклонение.
Обозначение поля допуска резьбы состоит из:
- обозначения поля допуска среднего диаметра (на первом месте)
- обозначения поля допуска диаметра выступов, d - для болта, D1 - для гайки (на втором месте)
Например: 7g6g, 5Н6Н.
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то в обозначении оно не повторяется:
Например 6g6g, 6Н 6Н записывают 6g, 6Н
Обозначение поля допуска резьбы должно следовать за обозначением резьбы:
метрическая с крупным шагом - М 12-6g;
метрическая с мелким шагом - М12 х 1-6Н;
метрическая с мелким шагом левая - M12 x 1-LH-6H.
Длина свинчивания группы N в условном обозначении резьбы не указывается. Длина свинчивания в обозначении резьбы указывается в миллиметрах в следующих случаях:
если она относится к группе L например M12-6g7g-30
если она относится к группе S, но меньше, чем вся длина резьбы.
Резьбовая посадка обозначается дробью: M12-6H/6g (см. рис. 6)
в числителе указывают поле допуска внутренней резьбы
M12-6H
а в знаменателе - поле допуска наружной резьбы,
M12-6g.


Рис. 6. Обозначение параметров резьбы
Кроме степеней точности и поля допусков резьбы сгруппированы в три условных класса точности; точный, средний, грубый.
Точный класс рекомендуется для ответственных резьб, если необходимо обеспечить малые колебания зазоров (натягов) в посадке, средний класс - для резьб общего применения и грубый - для неответственных резьбовых соединений, детали для которых получают нарезанием резьбы на горячекатаных заготовках или методами пластического деформирования (накатывание резьбы).
ГОСТ 4608-2004 «Резьба метрическая. Посадки с натягом», поля допусков для этих резьб показаны на (рис. 7), распространяется на метрические резьбы с диаметрами от 5 до 45 мм и шагами от 0,8 до 3 мм.
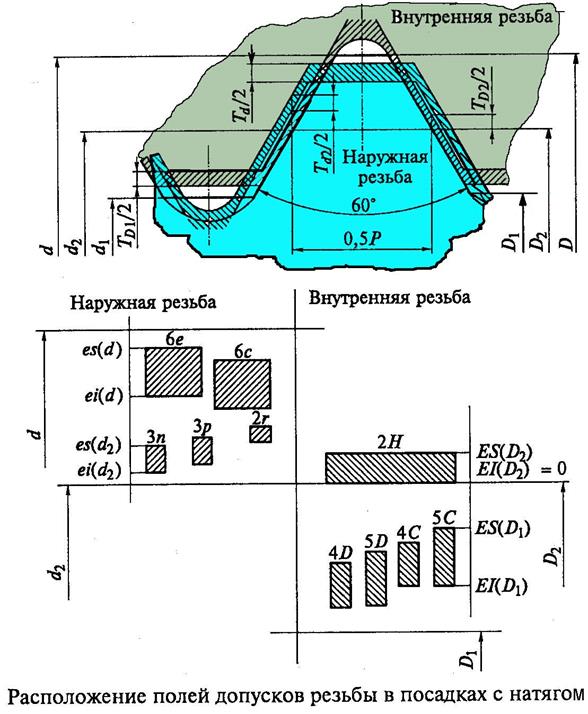
Рис. 7
Стандарт устанавливает посадки, предназначенные для стальных деталей с наружными резьбами (обычно шпилек), сопрягаемых с внутренними резьбами в деталях из стали, чугуна, алюминиевых и магниевых сплавов.
Резьбы с натягом находят применение в машинах и механизмах для неразъемных крепежных соединений, работающих в условиях вибраций и переменного температурного режима.
Стандарт устанавливает следующие длины свинчивания (табл. 3)
Таблица 3
| Материал детали с внутренней резьбой | Длина свинчивания |
| Сталь | От 1d до 1,25d |
| Чугун | От 1,25d до 1,5d |
| Алюминиевые и магниевые сплавы | От 1,5d до 2d |
Особенность резьбовых посадок с натягом заключается в том, что в них, как правило, осуществляется сортировка наружной и внутренней резьбы на группы по среднему диаметру. Детали сортируют, чтобы обеспечить более однородные натяги в резьбовых соединениях. Применяется селективная сборка (сортировка деталей) на 2 и 3 группы. Сборка резьбового соединения должка осуществляться из резьбовых деталей одноименных сортировочных групп.
В обозначении резьбовой посадки с натягом число сортировочных групп указывается дополнительно в скобках, например
M12-2Н5С(2)/ 3р(2).
Поле допуска наружного диаметра наружной резьбы в обозначении не указывается.
Для устранения заклинивания при свинчивании тугой резьбы по наружному и внутреннему диаметрам предусмотрены гарантированные зазоры. Они необходимы, т.к. после свинчивания вследствие остаточной пластической деформации витков нapужный диаметр резьбы шпильки увеличивается, а внутренний диаметр гайки уменьшается.
У резьбовых поверхностей деталей, предназначенных для посадок с натягом, нормируют предельные отклонения шага, угла наклона боковой стороны профиля. Допуски среднего диаметра резьбы деталей, сортируемых на группы, не включаю диаметральных компенсаций отклонений шага и угла наклон боковой стороны профиля.
На качество резьбовых соединений с натягом влияют так же отклонения формы резьбовых деталей. Предельные отклонения формы наружной и внутренней резьбы не должны превышать 25%от допуска среднего диаметра. «Обратная конусность» по среднему диаметру не допускается.
ГОСТ 24834-2004 «Резьба метрическая. Переходные посадки» см. рис. 8, устанавливает посадки, предназначенные для стальных деталей наружными резьбами, сопрягаемых с внутренними резьбами в деталях из стали, чугуна, алюминиевых и магниевых сплавов.
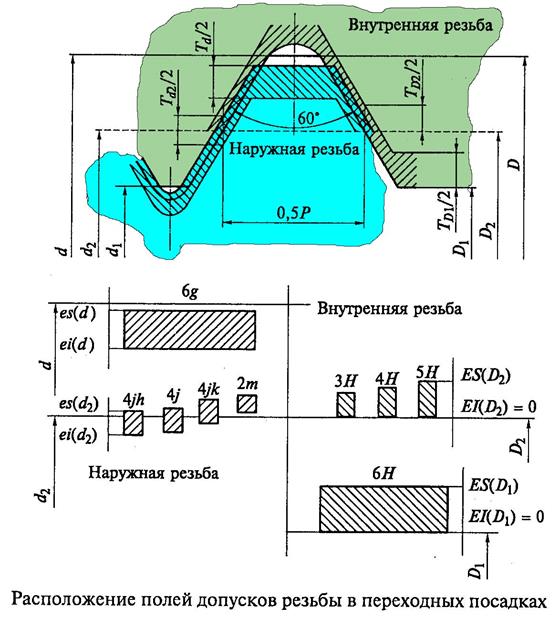
Рис. 8
Длина свинчивания аналогично длинам для посадок с натягом. Переходные посадки обеспечивают точное центрирование, например M12-4Н6(2)/ 4jk), возможна сборка-разборка
Методы и средства контроля резьбы
Методы контроля резьбы. Для контроля резьбы, применяют два метода - дифференцированный и комплексный. Если допуски назначают на каждый элемент изделия раздельно, применяют дифференцированный метод. Если на какой либо из элементов изделия назначают комплексный допуск, ограничивающий погрешности нескольких элементов одновременно, например допуск на приведенный средний диаметр резьбы, применяют комплексный метод контроля.
Дифференцированный метод контроля основан на измерении каждого элемента резьбы в отдельности. Заключение о годности делают по каждому элементу отдельно.
Дифференцированный метод контроля резьбы осуществляют с помощью универсальных приборов - универсального или инструментального микроскопа, оптиметра, длинномера и др. На микроскопах можно измерять все элементы резьбы, на длинномере и оптиметре наружный диаметр и собственно средний диаметр резьбы (методом трех проволочек).
Дифференцированный метод можно применить также и для контроля изделий, которые назначены комплексные допуски. Для суждения о годности изделия в этом случае необходимо по результатам измерения отдельных элементов резьбы определить приведенное значение элемента, на который установлен комплексный допуск. Примером дифференциального контроля, по комплексному параметру, является определение годности резьбового изделия по приведенному среднему диаметру, подсчитываемому по результатам измерения собственно среднего диаметра, шага на длине свинчивания и половины угла профиля.
Однако средний диаметр определяют в большинстве случаев методом трех проволочек, который заключается в следующем (рис. 9)Во впадины резьбы закладывают три калиброванные проволочки известного одинакового диаметра и измеряют размер М посредством контактного прибора (длинномера, оптиметра, микрометра и др.) 
Рис. 9
Зная размер М и шаг резьбы, можно определить величину среднего диаметра. Формула для подсчета среднего диаметра метрической резьбы имеет вид
d2=M - 3d+O,866p.
Для устранения влияния погрешностей угла профиля на измерение размера d2 применяют проволочки так называемого рационального диаметра, при котором точки их контакта расположены на расстоянии, равном среднему диаметру. Резьбу считают годной, если приведенный и собственно средний диаметр находятся в пределах допуска на средний диаметр.
Дифференцированный метод целесообразно применять для контроля точных резьб: резьбы калибров, ходовых винтов станков и приборов. Допуски для этих резьб, как правило, назначают дифференцированно на каждый элемент резьбы в отдельности.
Комплексный метод контроля резьбы заключается в непосредственном определении положения ее действительного контура относительно предельных контуров посредством резьбовых калибров. Резьбовые калибры применяют главным образом для контроля изделий, изготовляемых в большом числе: болтов, гаек, шпилек и т. п. Контроль указанных изделий посредством резьбовых калибров является основным и наиболее распространенным на предприятиях








