 2020-06-29
2020-06-29 107
1074.1. Работы по опрессовке соединительных зажимов типа САС выполняются специально обученными электролинейщиками 5 и 3 разрядов из состава монтажной бригады, занятой на монтаже проводов и грозозащитных тросов на воздушных линиях электропередачи.
4.2. Опрессовка соединительных зажимов типа САС производится опрессовочным агрегатом или ручным прессом МИ-1Б.
4.3. Работы по опрессовке соединительного зажима производить в последовательности:
4.3.1. Подготовить провод и зажим к опрессовке установить бандажи, обрезать концы проводов, промыть бензином провода и зажим, насухо протереть и смазать смазкой ЗЭС.
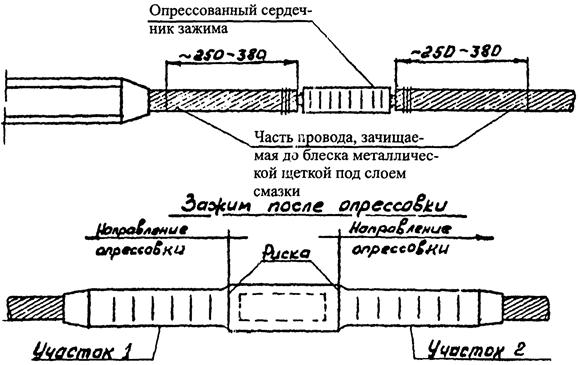
4.3.2. Произвести опрессовку стального сердечника зажима.
Опрессовка сердечника зажима

Зажим до опрессовки корпуса зажима
1. Номинальные диаметры матриц для различных типов зажимов приведены в таблице на рис. 3-1.
2. Допуск матрицы - (d + 0,2) мм
3. Допуск на опрессованную часть зажима (d + 0,3) мм
Рис. 3-3 Опрессовка соединительного зажима САС
4.3.3. Произвести опрессовку корпуса зажима.
4.3.4 По окончании опрессовки осмотреть зажим и замерить его диаметры.
КАЛЬКУЛЯЦИЯ ТРУДОВЫХ ЗАТРАТ
| Обоснование | Наименование | Объем работ | Затраты труда при опрессовке, чел.-ч | |
| Моторным прессом | Ручным прессом | |||
| ЕНиР 23 §23-3-26 | Подготовка и опрессовка натяжных зажимов типа САС на проводах сечением | |||
| п. 3 «а» | 240 мм2 | один зажим | 2,2 | 3,08 |
| п. 3 «а» | 300 мм2 | один зажим | 2,2 | 3,08 |
| п. 3 «а» | 400 мм2 | один зажим | 2,2 | 3,08 |
| п. 5 «а» | 500 мм2 | один зажим | 2,7 | 3,78 |
| п. 5 «а» | 600 мм2 | один зажим | 2,7 | 3,78 |
| п. 5 «а» К = 1,1 | 700 мм2 | один зажим | 2,97 | 4,15 |








