 2020-10-10
2020-10-10 1399
1399Конические оправки могут быть с гладкой и шлицевой
рабочими поверхностями для установки заготовок соответ-
ственно по гладким и шлицевым отверстиям. Они использу-
ются при небольших силах резания. Базовые отверстия заго-
товок должны выполняться с точностью не ниже 9-го квали-
тета. При базировании по наружному диаметру шлицевого
отверстия внутренний диаметр шлицевой конической оправ-
ки обычно выполняется на 1 мм меньше внутреннего диа-
метра заготовки, а ширина шлицев оправки на 0,25...0,5 мм
меньше ширины впадин заготовки.
В качестве исходных при расчёте конических оправок
используются следующие данные (рис. 2.2, а):
&з тах-> &з mm ~ наибольший и наименьший диаметры
базового отверстия заготовки, мм;
13, 1з1 — длина базового отверстия и обрабатываемой по-
верхности, мм;
dm3> d3i — допуски торцового биения на диаметре DH и
радиального биения по наружному диаметру заготовки, мм;
у — поперечное смещение заготовки от действия ради-
альной составляющей силы резания, мм.
При достаточно хорошем прилегании поверхностей оп-
равки к поверхностям элементов станка (гнезда шпинделя,
центров передней и задней бабок и т.п.) значение у можно
принимать в зависимости от величины отношения L0/D0
| LJD0 | 1 | 2 | 3 | 4 | 5 |
| у, мкм | 0,43 | 0,86 | 4,9 | 10,4 | 18,7 |
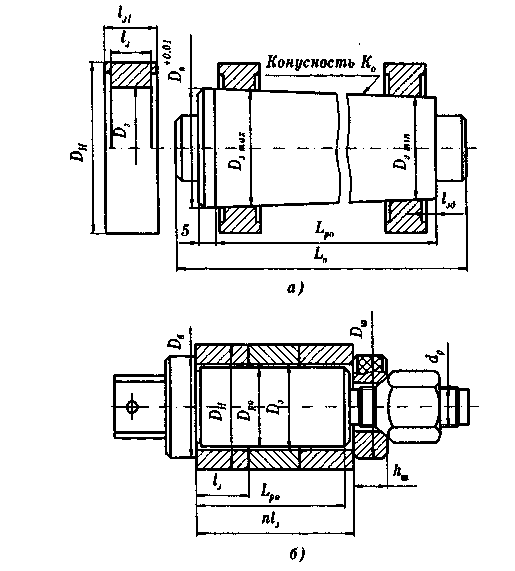
Рис. 2.2 Схемы центровых оправок:
а — конической; б — цилиндрической для установки
заготовок с зазором
где L0 — длина оправки при установке в центрах или длина
вылета консоли оправки при установке в гнездо шпинделя
станка, мм;
D0 — наибольший диаметр оправки, мм.
Расчёт выполняется в следующем порядке.
1. Вычисляется наибольший диаметр оправки:
D0 = D3 max + 0,02, мм.
2. Определяется конусность оправки с точки зрения точ-
ности обработки торцов заготовки:

3. Определяется конусность оправки с точки зрения точ-
ности обработки цилиндрической поверхности заготовки (по
биению):
для оправок с конусностью К0 > 1:15000:

для оправок с конусностью  К0 < 1:10000.
К0 < 1:10000.
4. За конусность К0 оправки принимается меньшее из
двух значений Кто и Кро. Рекомендуется округлять К0 до
значений из ряда: 1:500; 1:1000; 1:1500; 1:2000; 1:2500;
1:3000; 1:4000; 1:5000, а для особо точной обработки и для
контрольных конических оправок — 1:10000; 1:20000;
1:40000.
5. Выявляется рабочая длина оправки:

где 1зд — запас длины конусной части оправки со стороны
меньшего диаметра; рекомендуется 1зд = 10 мм при К0 > 1:2000;
/„, = 15 мм при К0 = 1:2500 и 1:3000; 1зд = 20 мм при
К„ < 1:3500.
6. Диаметры и длины крайних нерабочих шеек (хвосто-
ииков) выбираются, исходя из конструктивных соображений.
7. Общая длина оправки в зависимости от D0 не должна
превышать таких значений:
| 1)„, мм | до 10 | 10...15 | 15...20 | 20...25 | 25...35 |
| /.,„ мм | 80 | 100 | 150 | 200 | 250 |
| /),„ мм | 35...45 | 45...55 | 55...65 | 65...80 | свыше 80 |
| /.,„ мм | 350 | 410 | 480 | 530 | 580 |
Ксли длина Lpo окажется больше указанных значений,
■ мдует прибегнуть к селективной подборке заготовок по ди-
аметру отверстия и воспользоваться комплектом конических
оправок.
8. Допуск радиального биения 8^ конической оправки от-
носительно оси центров рекомендуется принимать в диапазо-
не 0,003 < 8ро < 0,15dp3, а для особо точных оправок с конусно-
стью К0 1:10000 принимается в пределах 0,002 < 8^ < 0,2dp3.
2.3 Расчёт оправок
для установки заготовок (деталей) с зазором
Исходными данными расчёта цилиндрических оправок
для установки заготовок с гарантированным зазором явля-
ются (рис. 2.2, б): Мр — момент резания, Нмм; 13 — длина
заготовки, мм; DH — наружный диаметр обрабатываемой
поверхности, мм; 2г — припуск на обработку, мм; D3 — ди-
аметр базового отверстия заготовки, мм; 83 — допуск на ди-
аметр отверстия, мм: 8и — допуск на износ рабочей поверх-
ности оправки, мм; п — число заготовок, одновременно ус-
танавливаемых на оправку; е — допуск соосности (эксцент-
риситет) цилиндрических поверхностей заготовки, мм;
/ — коэффициент трения (для сталей принимается / = 0,16).
Расчёт оправок осуществляется в приведённой ниже пос-
ледовательности.
1. Выбирается гарантированный зазор sr для свободной
установки заготовки на оправку. Обычно принимается по-
садка H7/h6. Более точно sr можно определить, исходя из
требований к точности обработки заготовки, по формуле:

где у — поперечное смещение заготовки под действием силы
резания (значения у принимаются по данным, приведённым
в расчёте конических оправок), мм;
еоп — допуск соосности рабочей поверхности и поверхно-
стей оправки, контактирующих со станком (рекомендуется
принимать по 8-й степени точности по ГОСТ 24643-81);
S0 — допуск на диаметр рабочей поверхности оправки
(рекомендуется принимать по h6), мм;
8и — допуск на износ рабочей поверхности оправки (ре-
комендуется принимать 0,01...0,02), мм.
2. Вычисляется номинальное значение диаметра Dpo ра-
бочей поверхности оправки:
Dpo = D3 -sr.
3. Находится длина Lpo рабочей шейки оправки:
4. Выявляются наружные диаметры опорного бурта D6 и
нажимной быстросъёмной шайбы Dm:
D6 = Dm = D3-2z- (2...5).
5. Определяется толщина кш нажимной шайбы:
кш > 0,2Dm.
6. Вычисляется момент трения Мтр, создаваемый при
зажиме заготовки в оправке:
Мтр = k ■ Мр,
где k — коэффициент запаса (принимается k = 2...3 или вы-
числяется по методике, изложенной в подразделе 9.1).
7. Вычисляется потребная сила зажима заготовок:

8. По силе W расчётом определяется диаметр резьбы dp
хвостовика и округляется в большую сторону до ближай-
шего стандартного значения. При этом следует соблюсти ус-
ловие
dp < Dpo - (0,2...0,3), мм.
2.4 Расчёт оправок
для установки заготовок с натягом
На эти оправки заготовка устанавливается по отверстию
с натягом. Они используются для обработки толстостенных
заготовок с базовым отверстием, как правило, не ниже 7-го
квалитета точности. Оправки с буртом (рис. 2.3, а) позволя-
ют точно фиксировать заготовку вдоль оси и используются
для обработки наружной цилиндрической поверхности и сво-
бодного торца заготовки. Оправки без опорного бурта
(рис. 2.3, б) применяются для обработки наружной цилинд-
рической поверхности и обоих торцов заготовки, однако для
точной осевой фиксации заготовки необходимо при запрес-
совке использовать упорные кольца.









