 2014-02-05
2014-02-05 7885
7885Сущность процессов волочения сплошных и полых профилей.
Тема 2.3.3 Волочение, сущность процесса, применяемое оборудование и инструмент
Вопросы:
3. Продукция волочения.
1. Волочением называется процесс обработки металлов давлением, при котором заготовка протаскивается через отверстие волоки, размеры которого меньше размеров сечения исходной заготовки. В результате волочения получается изделие с постоянным сечением по всей длине.
Сущность процесса волочения состоит в следующем. У прутка 1 (рис. 139, а)с начальным сечением F 1 заостряется передний конец, который пропускают через очко волоки 2. К переднему концу прутка, выходящему из волоки, прикладывают внешнюю силу Р,называемую усилием волочения. Пруток, проходя через очко волоки, деформируется и принимает форму и размеры очка волоки. Конечное сечение F 2прутка меньше исходного F 1.
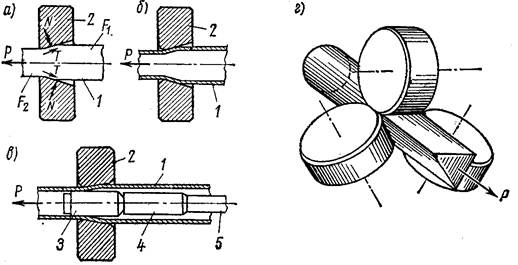
Рис. 33 Основные способы волочения изделий:
1 – изделие; 2 – волока; 3 – оправка; 4 – мундштук; 5 – волочильный болт
Сила давления N стенок очка волоки на металл вызывает со стороны последнего реактивные силы, равные по величине активным силам, но направленные в противоположную сторону. Движение металла в очке волоки вызывает скольжение на контактной поверхности, вследствие чего возникают внешние силы трения Т,направленные против движения прутка.
|
|
|
При волочении смазка металла и волочильного очка снижает силы трения и усилие волочения, а также температуру в очаге деформации, предотвращает прилипание металла к волоке и улучшает качество поверхности изделия. Кроме того, смазка позволяет увеличить обжатие за проход и скорость волочения.
Применяемые при волочении смазки разделяют на твердые (мыльные порошки, графит, парафин), консистентные или полужидкие (солидолы, тавоты, минеральные масла в смеси с мылом, петро-латумом и др.) и жидкие (водные эмульсии минеральных масел и мыла и т. д.). Введение в смазку небольших количеств поверхностно активных веществ (серы, фосфора и др.) облегчает процесс деформирования металла. Эти вещества проникают в микротрещины на поверхности протягиваемой заготовки и создают в них дополнительные раздвигающие усилия, облегчающие процесс деформации под воздействием внешних сил.
Процесс волочения осуществляют обычно при комнатной температуре. Выделяющееся при деформации металла тепло отводят непрерывным охлаждением прутка эмульсией, водой или воздухом. В процессе волочения металл наклёпывается и приобретает волокнистое строение (текстуру). Это обусловливает изменение физических, химических и особенно механических свойств металла.
|
|
|
К основным способам волочения, кроме рассмотренного, относят волочение труб без оправки (рис. 33, б)для уменьшения наружного и внутреннего диаметров трубы и увеличения длины (толщина стенки трубы почти не изменяется); волочение труб на оправке (рис. 33, в) для уменьшения наружного и внутреннего диаметров и толщины стенки трубы; волочение в дисковых вращающихся волоках для получения сложных профилей. В последнем случае вращение неприводных дисков осуществляется усилием волочения благодаря силам трения.
 2. Волочение производится через волоки – сплошные, составные, роликовые. Волока представляет собой кольцо, которое изготовляется из инструментальных сталей У8…У12, из стали марок ШХ15, Х12М, из твердых сплавов ВК3, ВК6, ВК8, ВК10, ВК15, а для получения проволоки диаметром менее 0,3 мм – из алмаза. Для увеличения прочности волока запрессовывается в стальную обойму.
2. Волочение производится через волоки – сплошные, составные, роликовые. Волока представляет собой кольцо, которое изготовляется из инструментальных сталей У8…У12, из стали марок ШХ15, Х12М, из твердых сплавов ВК3, ВК6, ВК8, ВК10, ВК15, а для получения проволоки диаметром менее 0,3 мм – из алмаза. Для увеличения прочности волока запрессовывается в стальную обойму.
Волока (рис. 34) состоит из двух частей – собственно волоки 1 и обоймы 2.
Волока имеет входной конус (распушка) I, необходимый для введения заготовки в волоку, смазочную часть II, рабочий или деформирующий конус III, и котором заготовка обжимается, калибрующую зону IV и выходной конус V. Угол деформирующего конуса 2α при волочении прутков принимается 6…18°, в зависимости от свойств металла и вида изделия, а при волочении труб 10…24°. Чем меньше твердость металла, тем больше угол рабочего конуса. Рис. 34
При волочении ряда профилей (квадрат, шестигранник и др.) применяются составные волоки, которые значительно проще в изготовлении и отличаются универсальностью.









