 2014-02-02
2014-02-02 1475
1475ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ РЕМОНТА ДЕТАЛЕЙ
РЕМОНТНОПРИГОДНОСТЬ МАШИН
Под ремонтопригодностью понимают свойства изделия, заключающееся в его приспособленности к предупреждению, обнаружению и устранению отказов и неисправностей путем проведения технического обслуживания и ремонта.
Ремонтнопригодность изделия - один из показателей качества. Количественными показателями ремонтопригодности являются средние затраты труда и средств для выполнения технического обслуживания и ремонта.
Улучшение ремонтопригодности изделия решается следующими мероприятиями:
- сокращением многомарочности машин;
- конструктивной законченностью и отделимостью сборочных единиц, облегчающими организацию агрегатного метода ремонта;
- максимальной унификацией деталей и сборочных единиц различных моделей машин;
- наличием в быстроизнашиваемых соединениях регулировочных устройств;
- достаточной прочностью и износостойкостью деталей, обеспечивающими расчётный срок службы;
- возможностью и доступностью технической диагностики узлов и агрегатов без снятия их с машины;
- всемерным сокращением потребности машин в техническом обслуживании, особенно в регулировке и смазке.
При ремонте деталей машин применяют технологические методы, которые можно разделить на следующие группы:
1. методы механической обработки;
2. сварка и наплавка;
3. металлизация напылением;
4. электролитические и химические покрытия;
5. применение при ремонте полимерных материалов;
6. методы пластического деформирования;
7. паяние.
Обработка деталей под ремонтные размеры преследует цель восстановить качество сопряжения в кинематических парах типа вал - втулка, поршень - цилиндр и др. У более дорогостоящей детали сопряжения неравномерный износ устраняют механической обработкой, а менее дорогостоящую деталь заменяют новой, имеющей измененный (ремонтный) размер.
Рассмотрим методику определения ремонтных размеров на примере сопряжения вал - втулка. На рис. 9.1, а показано сечение нового вала диаметром dn и сечение изношенного вала диаметром dн, имеющего неравномерный износ. Наибольший односторонний износ составляет iB.
Минимальный припуск на одну сторону при обработке вала под ремонтный размер определяют по формуле:
ZB = RZ + T + ρ + E (9.1)
Где RZ - микронеровности изношенной поверхности; T - толщина дефектного слоя поверхности вала перед ремонтом; ρ - прогиб вала; Е -неточность базирования вала на станке в связи с повреждениями центровых гнезд, биением центра передней бабки станка.
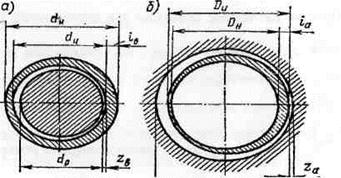
рис. 9.1.
Ориентировочно припуск на сторону при чистовой обточке и расточке составляет 0,05-0,1 мм, при шлифовании - 0,03-0,05 мм.
Значение первого ремонтного размера для рассматриваемого случая определится по формуле
dpl = dH – 2(ib + Zb). (9.2)
Обозначив 2(ib + Zb) через ω, получим:
dpl = dH – ω.
Величина ω характеризует ремонтный интервал для вала.
На рис 9.1 б показан первый ремонтный размер Dp1 при восстановлении отверстия втулки; Dн - номинальный размер втулки; ia - наибольший односторонний износ отверстия; Za - снимаемый слой металла при обработке отверстия под ремонтный размер.
Ремонтный размер для отверстия втулки
Dр = Dн + 2(ia + Za.) (9.3)
Таким образом, расчётные формулы для определения ремонтных размеров будут иметь вид:
 - для наружных цилиндрических поверхностей (валов)
- для наружных цилиндрических поверхностей (валов)
 - для внутренних цилиндрических поверхностей (отверстий)
- для внутренних цилиндрических поверхностей (отверстий)
где n - число ремонтных размеров, которое определяют по формулам:
для валов  , (9.4)
, (9.4)
для отверстий  , (9.5)
, (9.5)
где d min - минимально допустимый диаметр вала, мм; D max- максимально допустимый диаметр отверстия, мм.

