 2014-02-02
2014-02-02 1796
1796При обработке цилиндрических деталей (валиков, втулок и др.), в частности, сверлении, фрезеровании часто базируются своими наружными поверхностями на опорные призмы, изготовляемые преимущественно с углом 900. При такой установке ось детали всегда находится в плоскости симметрии призмы, независимо от поля рассеяния диаметров заготовки. Расстояние центра детали от основания призмы будет изменяться на величину Еб в зависимости от отклонений в размерах диаметра детали, т.е. допуска на диаметр и величины угла призмы.
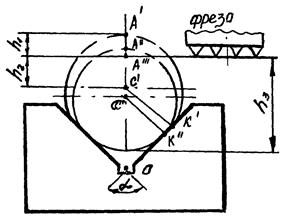
Рисунок 2.8 – Определение погрешности базирования
Рассмотрим погрешность базирования цилиндрической детали на призме при фрезеровании лыски. В равной степени это относится и к обработке шпоночного паза. Значение погрешности зависит от получаемого размера h1, h2 или h3 (рисунок 2.8)..
Заготовка представлена двумя окружностями: с наибольшим диаметром в партии и с наименьшим, и с осями соответственно в точках С' и С''. При получении размера h1 погрешность базирования равна разности предельных расстояний от измерительной базы (образующих А' и А'') до установленного на размер инструмента (точка А'''):
Δ Ебh1 = ОА΄ - ОА˝; (2.16)

 ; (2.17)
; (2.17)
по аналогии:
 . (2.18)
. (2.18)
Таким образом,
 , (2.19)
, (2.19)
где IT - допуск на диаметральный размер заготовки;
a - угол призмы.
Аналогично можно рассчитать погрешности и для размеров h2 и h3.
 (2.20)
(2.20)

