 2014-02-02
2014-02-02 6838
6838Для того, чтобы обеспечить определенное положение инструмента относительно приспособления, а следовательно, и обрабатываемой детали в некоторых случаях необходимо снабдить приспособление направляющими элементами, В зависимости от выполняемых ими функций направляющие элементы разделяются на кондукторные втулки, кондукторные плиты и установы для инструмента.
Кондукторные втулки служат для направления сверл, зенкеров, разверток и других подобных инструментов при обработке отверстий. Применение кондукторных втулок значительно облегчает работу и обеспечивает достаточно высокую точность расположения обрабатываемых отверстий.
Кондукторные втулки могут быть постоянными, сменными и быстросменными. Постоянные втулки (ОСТ 4922) используют при обработке одним инструментом (рисунок 5.7)
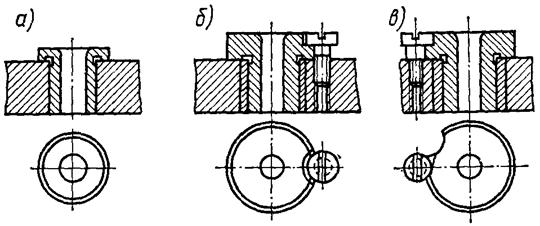
Рисунок 5.7 – Кондукторные втулки
Сменные втулки (ОСТ 4923) применяются вместо постоянных для облегчения и ускорения их замены в случае износа при обработке отверстий одним инструментом в кондукторах для массового и крупносерийного производства. Они направляются во втулках-гнездах по посадке  , а от проворачивания и подъема при обработке удерживаются винтами или накладками.
, а от проворачивания и подъема при обработке удерживаются винтами или накладками.
При такой конструкции замену применяемых втулок можно производить непосредственно на рабочем месте.
Быстросменные втулки применяются в том случае, если отверстия обрабатываются несколькими инструментами (сверло, зенкер, развертка). Для направления каждого из этих инструментов требуется своя быстросменная втулка (со своим внутренним размером). Быстросменная втулка устанавливается во втулку-гнездо по посадке , буртик втулки для удобства снятия и установки имеет накатку.
Все разновидности неподвижных втулок нормализуются. Высота втулок равна 1,5-2 диаметра отверстия. Расстояние от нижнего торца втулки до поверхности обрабатываемой детали принимается от  до 1 диаметра отверстия. При обработке чугуна и бронзы расстояние берут минимальным, а при обработке стали максимальным, а при обработке стальных деталей с большой глубиной сверления до 1,5 диаметров отверстия.
до 1 диаметра отверстия. При обработке чугуна и бронзы расстояние берут минимальным, а при обработке стали максимальным, а при обработке стальных деталей с большой глубиной сверления до 1,5 диаметров отверстия.
В кондукторах сопряжения рабочей части сверл, зенкеров и черновых разверток с отверстиями втулок выполняются по 6-у квалитету точности в системе вала, а чистовых разверток – 5-у или 6-у квалитету той же системы. За номинальный размер сопряжения принимается предельный размер рабочей части инструмента.
При конструировании кондукторов необходимо рассчитывать и указывать на чертежах допуски (отклонения) на расстояние от оси кондукторной втулки до установочных элементов приспособления и на расстояние между осями втулок.
В этом случае необходимо учитывать и суммировать все погрешности, сопутствующие обработке отверстий; зазоры, перекосы инструмента, эксцентричность втулок и т.д. Так как подобный расчет сопряжен с известными трудностями, то на практике допуски на корректирующие размеры или назначают в 2-3 раза меньшими, соответствующих допусков, заданных чертежом детали.
Кондукторные втулки работают в условиях значительного трения с инструментом и сходящей стружкой и поэтому изготовляются из инструментальной или легированной стали типа У10А, У12А или из стали 9ХС и подвергаются термической обработке до твердости HRC 62-64. Для втулок больших размеров может применяться сталь 20 или 20Х с цементацией и закалкой до той же твердости.
Кроме нормализованных втулок, могут применяться и специальные. Необходимость применения специальных втулок вытекает из условия выполнения операции.
Вращающиеся кондукторные втулки. Эти втулки наряду с неподвижными применяются в кондукторах при обработке отверстий на расточных и радиально-сверлильных станках. Если при обработке на станках с вертикальным расположением шпинделя инструмент имеет верхнее и нижнее направление, то нижний его конец, как правило, направляется вращающейся втулкой. При неподвижной нижней втулке вращающийся и поступательно движущийся инструмент затягивает во втулку мелкую стружку, вызывающую заедание и повреждение трущейся пары. С конструкцией вращающихся втулок можно ознакомиться в специальной литературе.
Кондукторные плиты. Деталь, в которую устанавливаются кондукторные втулки называется кондукторной плитой. В зависимости от связи с корпусом кондуктора кондукторные плиты могут быть жестко закрепленные, откидные, съемные (накладные), подвесные и подъемные. Жестко связанные плиты отливаются за одно целое с корпусом или прикрепляются к нему с помощью винтов. Для точной фиксации при сборке предусматриваются контрольные штифты.
Откидные или шарнирные плиты позволяют открывать кондуктор для установки и снятия обрабатываемой детали. Однако наличие зазора в шарнире снижает точность обработки.
Съемные или накладные кондукторные плиты обычно используются для обработки систем отверстий в крупных деталях на радиально-сверлильных станках. Они накладываются непосредственно на деталь и после необходимой ориентировки прикрепляются к ней.
Подвесные плиты применяют при сверлении многошпиндельными головками. Плита вместе с головкой подвешивается на шпиндель станка и через направляющие колонки связывается с корпусом приспособления. Над плитой располагаются пружины, которые в момент контакта плиты с обрабатываемой поверхностью начинают сжиматься и через плиту закрепляют ее.
Подъемные плиты устанавливаются на уступах колонок скальчатых кондукторов и с помощью рукоятки или пневмопривода и реечной передачи поднимаются и опускаются, осуществляя одновременно и зажим детали. Плиты изготавливаются из высококачественного чугуна и реже из стали.
Установы для фрезы. При обработке деталей на настроенных фрезерных станках с автоматическим получением точности размеров к корпусам приспособлений прикрепляют установы или габариты, служащие для координации взаимного положения фрезы и детали перед началом обработки. На поверхность установа накладывается стальной закаленный щуп. Перемещением стола приспособление подводится к фрезе до соприкосновения со щупом. Окончательная ориентировка достигается путем вращения фрезы. Непосредственное соприкосновение фрезы с установом во избежание его повреждения не допускается (рисунок 5.8).
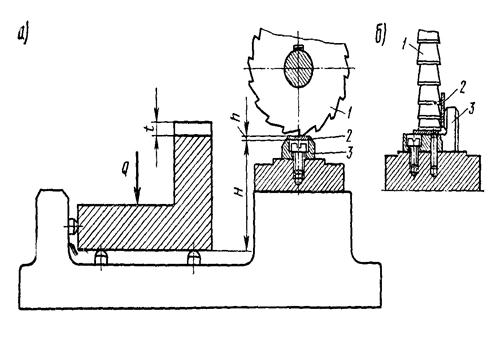
Рисунок 5.8 – Установы для фрез
(H + h =В ), но допуск на сумму размеров Н + h в 2-3 раза меньше допуска на размер В.
Плоские щупы имеют толщину h + 1,3 мм; 5 мм. Установы изготавливают из стали марок 15 и 20 с цементацией на глубину 0,8-1,2 мм и термической обработкой до НRС 55-60. А также может применяться сталь 45 с последующей закалкой до твердости НRC 40-45. Материал щупов У7 или У8А с термической обработкой до твердости НRС 55-60.








