 2014-02-02
2014-02-02 5467
5467Заключается в том, что в результате сборки партии изделий требуемая точность замыкающего звена достигается не у всех экземпляров, а только у большей их части.
Те немногие изделия, у которых отклонения замыкающего звена выйдут за пределы установленного допуска, могут быть при надлежащей организации исправлены путем пригонки.
Преимущества:
- возможность сборки машин рабочими невысокой квалификации;
- наибольшая простота достижения требуемой точности замыкающего звена, так как построение размерной цепи сводится к простому соединению всех составляющих звеньев;
- возможность экономической организации сборки на поток;
- возможность механизации;
- расширение допусков на все составляющие звенья и удешевление обработки деталей.
Условия использования этого метода:
1 Расчет и установление допусков IT на все составляющие звенья размерной цепи, исходя из требуемой величины допуска замыкающего звена на основе равенства
 (6.2)
(6.2)
где t – принимаемый коэффициент риска;
λi – коэффициент, характеризующий выбираемый законом рассеяния i звена размерной цепи;
m – общее количество звеньев размерной цепи.
В начале рассчитывается средняя величина допуска всех составляющих звеньев, затем в зависимости от сложности обработки деталей она корректируется в ту или иную сторону с обязательной проверкой установленных на них допусков.
2 Соблюдение отклонений, на каждом из звеньев размерной цепи при обработке деталей в пределах, установленных на них допусков.
3 Обеспечение при сборке случайного попадания в каждый, собираемый объект деталей, без какого-либо их выбора или подбора.
4 Расчет и установление размеров и координат средин полей допусков всех звеньев с соблюдением равенства

 . (6.3)
. (6.3)
К недостаткам метода относятся:
1 Необходимость обеспечения случайности попадания в одну сборочную размерную цепь всех звеньев. Для этого в сборочном цехе устанавливают специальные стеллажи со сквозными ячейками для хранения деталей, укладываемых в случайной последовательности одна за другой с одной стороны стеллажа. Сборщик в этом случае вынужден брать собираемые детали с другой стороны стеллажа в той последовательности, в которой они лежат в сквозной ячейке.
2 В тех случаях, когда этот метод используется для достижения требуемой точности поверхностей деталей, не входящих одна в другую, необходимо проводить измерение получаемой точности между поверхностями, чтобы не выпустить изделие с отклонением, выходящим за установленный допуск.
3 У экземпляров изделий, у которых в результате сборки отклонение замыкающего звена вышло за пределы установленного допуска, необходимо заменить одну или несколько деталей или произвести пригоночные работы для достижения требуемой точности. Все это связано с дополнительными затратами и потерей времени.
Рассмотрим пример возможного расширения допусков на составляющие звенья при сборке методом неполной взаимозаменяемости для узла, состоящего из семи звеньев (рисунок 6.1)
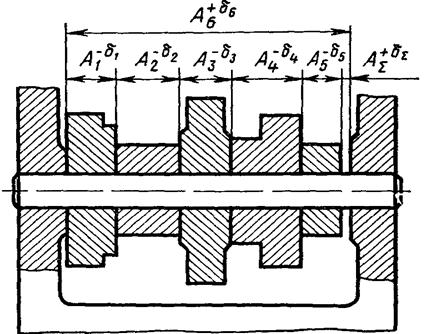
Рисунок 6.1 – Пример возможного расширения допуска
на составляющие звенья при сборке
Из условий работы узла допуск на замыкающее звено установлен IT∑=0,09. При сборке методом полной взаимозаменяемости средний допуск на размеры составляющих звеньев не должен превышать
 (6.4)
(6.4)
при сборке методом неполной взаимозаменяемости с коэффициентом риска получения брака t = 3, и если рассеивание размеров подчиняется закону Гаусса, то  получим:
получим:
 (6.5)
(6.5)
Следовательно, средний допуск на составляющие звенья может быть увеличен в 2,5 раза. Это значит, что при небольшом проценте риска получения брака можно значительно удешевить производство изделий.

