 2014-02-13
2014-02-13 1145
1145Комплексно-технический показатель технологичности составного изделия РЭС
Комплексно-технический показатель технологичности изделия РЭС
Комплексно-технический показатель технологичности (КТПТ) конструкции изделия РЭС обозначается Ктех- Значение КТПТ, внесённое в ТЗ на ОКР, является базовым и обозначается: Ктех. б.; Ктех б. обязательно должно быть достигнуто.
Чаще всего КТПТ определяется двумя способами:
1. КТПТ вычисляется по одной из пяти методик, в частности для изделия РЭС наиболее часто применяется следующая методика:

Ki - частные показатели технологичности, номенклатура которых определяется разработчиком совместно с изготовителем. Для изделий РЭС номенклатура частных показателей технологичности может быть разнообразна. Чем она шире, тем изделие с наибольшей тщательностью оценено по всем технологическим свойствам. Но чрезмерное завышение Кi приводит к дополнительной трате времени т. к. некоторые показатели могут не отражать новизны и конкурентоспособности, а другие - могут отражать отрицательные признаки конструкции, которые могут не повлиять на себестоимость и трудоёмкость, но психологически повлиять на конкурентоспособность.
Перечисляем следующие коэффициенты:
1) Коэффициент освоенности детали;
2) Коэффициент повторения ДСЕ;
3) Коэффициент автоматизации и механизации конструкции изделия РЭС;
4) Коэффициент применения типовых технологических процессов;
5) Коэффициент параллельности сборки;
6) Коэффициент применения микросхем;
7) Коэффициент механизации и автоматизации подготовки ЭРЭ к монтажу;
8) Коэффициент прогрессивности формообразования деталей;
9) Коэффициент механизации и автоматизации регулировки контроля;
10) Коэффициент использования материалов;
11) Коэффициент точности обработки деталей;
12) Коэффициент повторяемости печатных плат в изделии;
13) Коэффициент стандартизации;
14) Коэффициент унификации;
15) Коэффициент применяемости ДСЕ в изделии.
Частные показатели технологичности конструкции изделия РЭС в виде КТПТ практически является количественной оценкой качества конструкции изделия РЭС.
2. Метод бальных оценок при котором для каждой конструкции изделия РЭС численные значения переводят в бальные оценки. Система бальных оценок может быть различна: от 4 до 10 балов.
Для четырёхбальной системы: Бпок=4-(Тн-Тф)-DТ, где
DT - цена одного бала по конкретному частному показателю технологичности;
Тн - значение, соответствующее максимальной бальной оценке;
Тф - Фактическое значение конкретного частного показателя технологичности.
После вычисления Бпок. для каждого изделия определяется средняя бальная оценка технологичности её конструкции:

N - общее количество частных показателей технологичности, участвующих в оценке конструкции, включая и равный нулю;
Бпок i - значение частных показателей в балах.
Под составным изделием РЭС необходимо понимать такую конструкцию изделия, в состав которой входят два или более электронных модулей или конструктивно и функционально законченных блоков (субблоков).
Технологичность составного изделия РЭС определяется через относительные трудозатраты его составных частей:
Пк=П1 В1+П2В2+П3В3, где
П1=К1В1+К1В1+... +КnВn, где
Кn - КТПТ составных частей изделия, вычисленные по первому или по второму способу для каждой из частей в отдельности;
B1 - коэффициент весомости (коэффициент значимости) составной части изделия.
Технологичность составного изделия РЭС, собираемого автоматизированным способом (в частности в условиях ГАП), вычисляется по формуле:
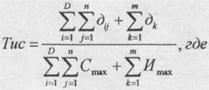
 - оценка технологичности конструкции по i-му технологическому признаку j-й детали, входящей в состав изделия;
- оценка технологичности конструкции по i-му технологическому признаку j-й детали, входящей в состав изделия;
 оценка технологичности изделия или сборочной единицы по отдельным признакам к;
оценка технологичности изделия или сборочной единицы по отдельным признакам к;
D - число деталей в изделии или сборочной единице;
Сmах - сумма максимальных относительных оценок технологичности конструкции детали по всем признакам i;
И - сумма максимальных относительных оценок по всем признакам к, характеризующим изделие или сборочную единицу.
Обычно для количественной оценки технологичности составного изделия РЭС в условиях ГАП устанавливаются следующие 5 основных признаков i для детали:
1) Способность детали (ЭРЭ) сохранять свою форму под действием средств автоматизации (определяется экспериментально и нормируется на 1);
2) Несцепляемость деталей (ЭРЭ) при их хранении в таре перед установкой (определяется экспериментально и нормируется на 1);
3) Устойчивость поверхности деталей (ЭРЭ) к повреждению в процессе обработки (определяется экспериментально и нормируется на 1);
4) Возможность автоматического ориентирования детали (ЭРЭ) относительно технологической базы (определяется экспериментально и нормируется на 1);
5) Способность детали (ЭРЭ) сохранять ориентацию при сборке в момент воздействия исполнительного механизма (например, паяльной головки).
Для изделия устанавливаются пять признаков 1с, которые характеризуют следующие технологические свойства:
1) Число деталей в собираемом изделии;
1. Число направлений сборки;
2. Доступность мест соединения;
3. Технологичность вида соединения;
4. Точность автоматизируемой сборки.
Оценка по признакам i и к обычно даётся в баллах экспертным методом или определяется экспериментально и нормируется на 1. Технологичность подобного изделия, сборка которого предполагается в условиях ГАП, может находиться в пределах от О до 1.
1 - данная конструкция изделия полностью пригодна для автоматизированной сборки;
О - полная непригодность для автоматизированной сборки. Отраслевым стандартом, изделия РЭС, собираемые в условиях ГАП, нормируются следующим образом:
При Ти. с>0.85 конструкция изделия РЭС считается технологичной с точки зрения автоматизированной сборки.
Если 0.5< Ти. с. 0.85 то это означает необходимость внесения изменений в конструкцию составного изделия для повышения её технологичности.
Ти. с. <0.5 - означает что автоматизированная сборка изделия РЭС нецелесообразна, также, как нецелесообразна доработка конструкции, т. к. в совокупности затраты на изменение конструкции могут превысить эффект, полученный от применения ГАП, или снизить технические характеристики самого изделия РЭС.
Тема З








