 2014-02-09
2014-02-09 541
541Наружные конические поверхности обтачивают несколькими способами:
1. Широкими токарными резцами
 с длиной образующей 20 - 30мм, длина резца на 1 - Змм больше длины образующей, обтачивают с продольной ли поперечной подачей (фаски).
с длиной образующей 20 - 30мм, длина резца на 1 - Змм больше длины образующей, обтачивают с продольной ли поперечной подачей (фаски).
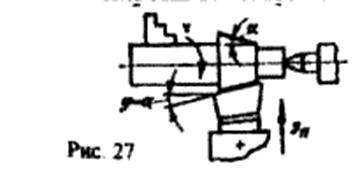
2.Поворотом каретки верхнего суппорта
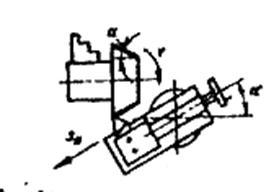 обтачивают конические поверхности с длиной образующей 150 200мм,
обтачивают конические поверхности с длиной образующей 150 200мм,
угол конуса любой 
l высота конической поверхности
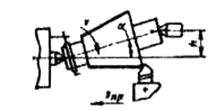 |
3.Смещение корпуса задней бабки в поперечном направлении
располагают под углом к линии центров станка, а образующая - параллельно линии центров
 |
обтачивают с продольной подачей длинные конические поверхности
 ,
,
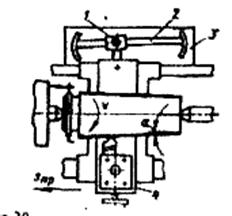
4.Спомощью копировальной конусной линейки
Корпус (3) конусной линейки закрепляют на кронштейнах на станине станка. На корпусе призматическая направляющая (2), которую по шкале устанавливают под углом к линии центров. По направляющей перемещается ползун (I), связанный через рычаг с кареткой суппорта (4) станка.
5.Использование станков и ЧПУ (числовое программированное управление)








