 2014-02-18
2014-02-18 2259
2259Этот способ восстановления основан на использовании пластичности нагретого или холодного металла. Под действием приложенных сил деталь меняет свою геометрическую форму при неизменённом объеме. Термообработанные детали перед восстановлением должны быть подвержены отжигу.
Изношенные детали восстанавливают следующими способами:
1) обжатием под прессом при помощи матрицы и пуансона (рис. 4, а), при этом уменьшают внутренний диаметр втулки на величину износа и припуска на последующую обработку, после чего наружный диаметр наращивают наплавкой или металлизацией;
2) раздачей продавливанием на прессе через внутреннее отверстие стальных шариков, что позволяет восстановить наружный диаметр цилиндрических полых деталей с наружной рабочей поверхностью, например поршневых пальцев, втулок цепей и т.п.;
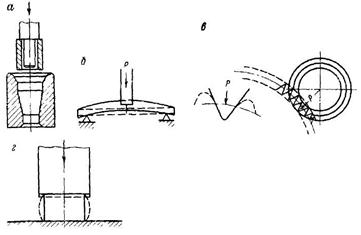
Рис. 4. Схемы действия сил при восстановлении деталей давлением
3) осаживанием под прессом, когда уменьшается высота втулки, но увеличивается толщина стенки. Осаживанием можно восстанавливать наружный диаметр цилиндрических деталей типа валик или диск (рис. 4, б);
4) вытяжкой в отличие от осаживания можно восстановить длину детали за счет уменьшения ее наружного диаметра;
5) накаткой (рис. 4, в), применяемой для увеличения наружного диаметра изношенных шеек валов с тем, чтобы получить необходимый натяг с внутренним кольцом подшипника качения.
Если предыдущие виды деформаций служат для восстановления механического износа деталей, то правка применяется для устранения механических дефектов деталей в виде кручения и изгиба (рис. 4, а).
Правке подвергаются гнутые валы, скрученные и изогнутые шатуны и деформированные рамы. Преимущества метода восстановления изношенных деталей давлением — высокое качество ремонта и возможность использования стандартного оборудования. Однако номенклатура деталей, которые могут быть восстановлены этим методом, ограничена.

