 2014-02-18
2014-02-18 2809
2809Для армирования железобетонных конструкций применяют стержневую, проволочную арматуру и арматурные изделия. Конструкции армируют как отдельными стержнями, так и укрупненными арматурными изделиями – сетками и пространственными каркасами. По назначению арматура подразделяется на рабочую (расчетную), распределительную (конструктивную), монтажную и хомуты. Для отдельных видов конструкций применяют арматурно-опалубочных блоки. Их изготавливают из готовых пространственных самонесущих арматурных каркасов и оснащают опалубкой и подмостями.
Монтаж арматуры. До установки каркасов и арматурно-опалубочных блоков в проектное положение выправляют и выверяют арматурные выпуски ранее забетонированной конструкции и наводят разбивочные оси. Арматурные каркасы монтируют самоходными кранами с применением специальных траверс (рис. 5.2, а). Каркасы фундаментов и подколонников большой массы при высоте их более 2 м устанавливают краном с использованием самобалансирующихся стропов (рис. 5.2, б). Монтаж арматурно-опалубочных блоков также осуществляют краном (рис. 5.2, в) и установку его начинают с разметки осевых линий, после чего к верху каждой стороны блока крепят инвентарные расчалки и стропят к крюку самобалансирующейся траверсой. Подняв блок, его разворачивают и наводят так, чтобы осевые риски на нем и на основании или фундаменте совпали. Блок опускают, проверяют положение осей и вертикальность установки, после чего закрепляют расчалки. Плоские сетки и каркасы монтируют краном и, если их масса не превышает 100 кг, подают к месту установки пакетами (по нескольку штук). Установку отдельных стержней при армировании производят в опалубке конструкции, установленной в проектное положение.
Сварка арматуры при ее монтаже. Для соединения арматурных стержней, сеток и каркасов применяют различные виды сварки. Электродуговую сварку, основанную на принципе образования электрической дуги между свариваемыми стержнями и электродом, применяют при изготовлении арматурных каркасов из стержней диаметром 8...80 мм (внахлест и с накладками). Однако этот способ неэкономичен, так как вызывает значительный расход металла на накладки. Ванная и ванношовная сварка являются разновидностью электродуговой. При их использовании стержни с необходимым зазором укладывают в стальную или медную желобчатую форму, а в зазор вставляют гребенку электродов. При прохождении тока между формой и электродами возникает дуга и образуется ванна расплавленного металла, который плавит торцы стержней и сваривает их.
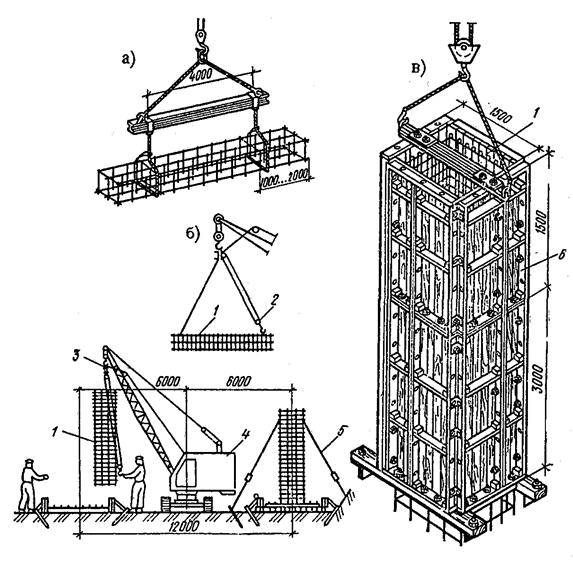
Рис. 5.2 – Монтаж арматурных каркасов и арматурно-опалубочных блоков
1 - каркас, 2 - блок вспомогательного крюка, 3 - полуавтоматический строп, 4 - кран, 5 - расчалка, 6 - щитовая опалубка
Применяют эти виды сварки для соединения стержней больших диаметров непосредственно на месте установки арматуры. Контактная сварка, или сварка сопротивлением, заключается в том, что при прохождении электрического тока металл в месте контакта стержней плавится и сваривает их. Разновидностью ее является контактно-точечная и контактно-стыковая сварка. Первая используется при изготовлении сеток и плоских каркасов (для сварки пересечений стержней), а вторая - для наращивания арматурных стержней из горячекатаной стали. Это самый экономичный способ сварки арматуры, так как не требует дополнительного расхода металла на электроды, накладки и подкладки. Полуавтоматическая сварка под слоем флюса является также весьма экономичной и распространенной на практике, особенно при соединении стержней больших диаметров. Для такой сварки применяют медные или графитовые разъемные формы, а также медные съемные накладки. После их установки в зазор между стержнями засыпают небольшое количество флюса и производят сварку стержней электродной проволокой. Соединения вертикальных и горизонтальных стержней арматуры диаметром 20... 40 мм выполняют полуавтоматической сваркой открытой дугой.
Особенности устройства предварительно напряженной арматуры. При устройстве предварительно напряженных железобетонных конструкций применяют два способа натяжения арматуры: на упоры, т.е. до бетонирования конструкции, и на бетон (после его затвердения). При этом натяжение арматуры выполняют механическим, электротермическим или электротермомеханическим способами.
Предварительное напряжение арматуры резервуаров, радиальных отстойников и других цилиндрических сооружений чаще всего выполняют двумя способами: 1) навивкой на стену высокопрочной арматурной проволоки периодического профиля диаметром 3... 5 мм с помощью навивочной машины; 2) установкой колец из стержневой арматуры (класса S400 - S500) с последующим натяжением ее электротермическим способом. Навивку напряженной арматуры на стены сооружений осуществляют специальными машинами типа АНМ (рис. 5.3, а), причем сверху вниз непрерывной спиралью.
Напряжение ее обеспечивается вследствие разности скоростей движения тележки машин и соответственно навивочного устройства (рис. 5.3, б), и сматывания арматуры. Скорость навивки для машин АНМ различных марок 60... 120 м/мин. Степень натяжения проволоки регулируют специальными коническими барабанами и контролируют динамометром. При многослойной навивке каждый последующий ряд арматуры навивают после приобретения защитным торкретным покрытием предыдущего слоя
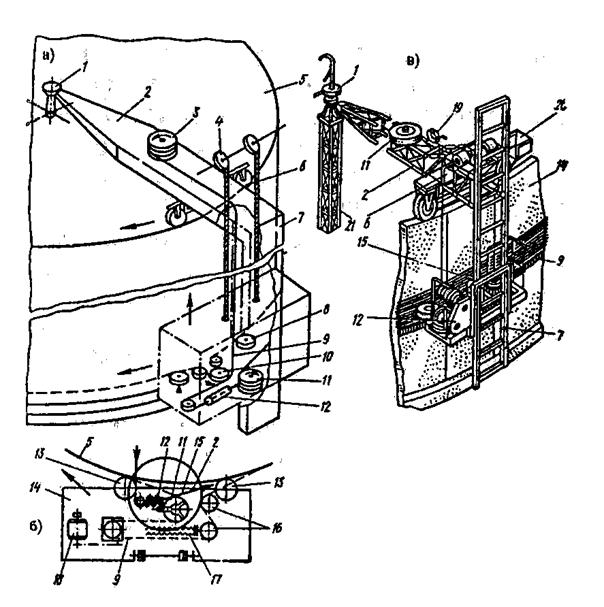
Рис. 5.3 – Навивка предварительно напряженной кольцевой арматуры на стены цилиндрических сооружений
1 - ось вращения, 2 - стрела, 3 - бухтодержатель, 4 - лебедка, 5 - стена сооружения, 6 - верхняя тележка, 7 - вертикальная рама, 8 - нижняя тележка, 9 - цепь, 10 - приводная звездочка, 11 - конический барабан, 12 - механизм торможения, 13 - катки тележки, 14 - подвесная (нижняя) тележка с навивочным устройством, 15 - напрягаемая арматура, 15 - напрягаемая арматура, 16 - направляющие ролики, 17 - натяжное устройство, 18 - электродвигатель, 19 - станок для сращивания проволоки, 20 - место машиниста, 21 - стойка
прочности не менее 5 МПа. Сила натяжения арматуры не должна отличаться от указанной в проекте больше чем на 10 %. Электротермический способ натяжения арматуры основан на том принципе, что стержни при прохождении по ним электрического тока нагреваются и удлиняются, если их в таком виде закрепить на упорах, то после остывания они получат определенную величину предварительного напряжения. При этом выбирают такой режим натяжения (температуру и продолжительность нагрева стержней), который не изменяет свойств стали после ее остывания. Температура нагрева стержней не должна превышать 400 °С. При остывании стержни передают сжимающие напряжения на стены сооружения.
Требования к качеству арматурных работ. Арматурные работы относят к числу скрытых, поэтому к качеству их предъявляют повышенные требования. Перед бетонированием проверяют соответствие рабочим чертежам расположения, диаметров и количества стержней, расстояние между ними, устройства стыков, положения подкладок для образования защитного слоя и др. Их приемка оформляется актом. Качество сварных швов и узлов, выполненных при монтаже, контролируют наружным осмотром, а также выборочными испытаниями образцов.

