 2014-02-18
2014-02-18 5461
5461Для прокладки трубопроводов системы водоснабжения и канализации используют преимущественно трубы из полиэтилена низкого давления (ПНД), высокого давления (ПВД) и из поливинилхлорида (ПВХ), причем для целей водоснабжения применяют полиэтиленовые трубы.
При прокладке наружных водопроводов из ПНД и ПВД основным способом соединения труб является их сварка нагревательным инструментом встык. При устройстве самотечных трубопроводов канализации трубы из ПНД соединяют таким же способом.
Трубы из ПВХ соединяют в основном на клею враструб. Однако, учитывая, что требуется тщательная очистка склеиваемых поверхностей и аккуратное нанесение клея, в последнее время для соединения труб из ПВХ широко используют раструбные соединения, уплотняемые резиновыми манжетами различного профиля, а также кольца круглого сечения.
Сварку полиэтиленовых труб, чаще всего контактную, осуществляют встык (стыковая), в раструб с литыми фасонными частями и в формованный раструб (раструбная сварка). При сварке труб особое внимание следует обращать на наружный диаметр труб и их эллипсность (овальность). При стыковой сварке максимальное несовпадение кромок не должно превышать 10% толщины стенки. Концы труб при раструбной сварке должны иметь наружную фаску под углом 45°.
Сварку пластмассовых труб в монтажных условиях выполняют, как правило, на сварочных установках, обеспечивающих механизацию основных процессов сварки и контроль технологического режима. В малоудобных местах (траншеях, каналах, колодцах и т.п.) трубы сваривают вручную с использованием устройств для торцовки и центрирования, а также нагревательных инструментов. Последние должны быть электрическими с возможностью поддержания терморегулятором и автотрансформатором постоянной температуры на рабочей поверхности нагревателя. Для предотвращения прилипания расплавленного материала труб нагреватель следует покрывать чехлом из теплостойкого антиадгезионного покрытия (стеклоткани, пропитанной политетрафторэтиленом), пленкой из этого материала или кремнийорганического лака.
Контактная сварка труб осуществляется в такой последовательности: установка и центрирование труб в зажимном центрирующем приспособлении; торцовка труб и обезжиривание торцов; нагрев и оплавление свариваемых поверхностей; удаление сварочного нагревателя; соединение разогретых свариваемых торцов труб под давлением (осадка); охлаждение сварного шва под осевой нагрузкой. Для получения прочных и качественных стыков труб необходимо строго соблюдать основные параметры сварки - температуру и продолжительность нагрева, глубину оплавления, контактное давление при оплавлении и осадке. Основные требования, которые необходимо соблюдать при сварке труб, приведены в приложении 3.
Склеивание поливинилхлоридных (винипластовых) труб осуществляется в основном враструб. Процесс склеивания труб и соединительных частей из ПВХ состоит из следующих операций: подготовка концов труб и раструбов под склеивание, склеивание и отверждение соединений. Склеиваемые поверхности труб и раструбов обезжиривают метиленхлоридом. После этого клей наносят тонким слоем на раструб и толстым на конец трубы. Склеивать трубы и фасонные части можно при температуре наружного воздуха не ниже 5 °С. Склеенные стыки в течение 5 мин. не должны подвергаться никаким механическим воздействиям. Склеенные плети и узлы перед монтажом должны выдерживаться не менее 24 ч. после склеивания.
Соединение труб из ПВХ на раструбах с резиновыми кольцами. Напорные раструбные трубы в траншее соединяют в следующем порядке. Вначале очищают от грязи и масел гладкий конец и раструб соединяемых труб, после чего на гладком конце карандашом или мелом размечают глубину вдвигания его в раструб. Затем в паз раструба вставляют резиновое кольцо, смазывают его и гладкий конец жидким мылом, после чего вдвигают его в раструб до отметки. При соединении безнапорных канализационных труб из ПВХ наряду с раструбом применяют муфты, при этом технология их соединения с использованием резиновых колец аналогична вышеописанной. Для сборки раструбных соединений напорных и канализационных труб применяют натяжные приспособления.
Оборудование для сварки и монтажа пластмассовых трубопроводов. Для сварки труб из полиэтилена разработаны и выпускаются передвижные установки и монтажные приспособления. Используют три вида установок для сварки труб диаметром 160 - 315, 355 - 630 и 710 - 1200 мм. Передвижная установка для сварки труб диаметром 160 -315 мм (рис. 6.18, а, б) включает подвижный и неподвижный хомуты для зажима труб, механизм обработки торцов труб перед сваркой, электронагревательный диск для оплавления торцов труб, механическую силовую систему для создания давления в процессе оплавления и осадки, а также пульт управления.
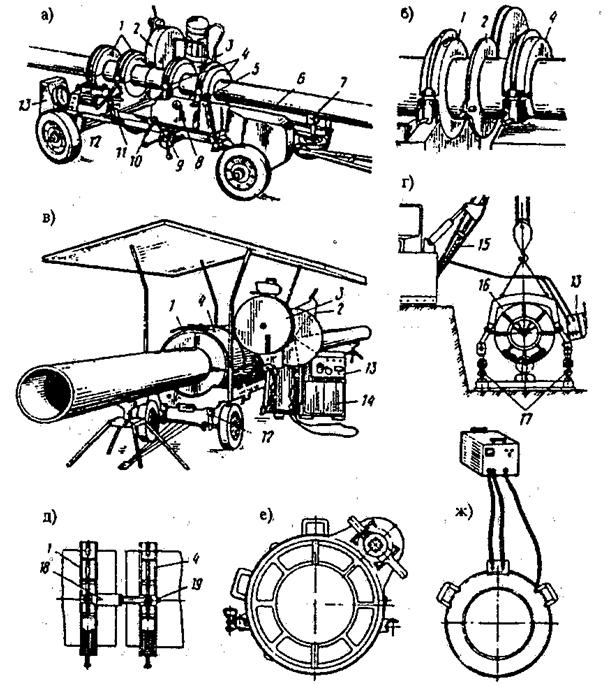
Рис. 6.18 – Установка и оборудование для сварки пластмассовых (полиэтиленовых) труб: а – установка для сварки труб диаметром 160 – 315 мм, б – деталь сварочного узла, в – установка для сварки труб диаметром 355 – 630 мм, г – то же, диаметром 710 – 1200 мм, д, е, ж – комплект для сварки труб диаметром 710 – 800 мм (д – центратор, е - торцующее устройство, ж – электронагреватель с источником питания); 1 – неподвижные хомуты, 2 – электронагревательный диск, 3 – торцевальный механизм, 4 – подвижные хомуты, 5 – переключатель, 6 – привариваемая труба, 7 – ролик, 8 – манометр для контроля усилий, 9 – система переключений, 10 – зажим, 11 – привод торцевого механизма, 12 - тележка, 13 – пульт управления, 14 – навесная станция, 15 – трубоукладчик-бульдозер, 16 – сварочная установка, 17 – направляющие пути, 18 – гидроцилиндры, 19 – направляющие
Установка для сварки труб диаметром 355 - 630 мм представлена на рис.6.18, в. В ее состав входят гидроцилиндры подъема и опускания, механизма для обработки торцов труб, роликовые опоры и шатер. Установка для сварки труб диаметром 710 - 1200 мм (рис. 6.18, г) состоит из собственно сварочной установки, переносных направляющих на опорах, базовой грузоподъемной и энергопитающей машины (трубоукладчика - бульдозера, оборудованного электрогенератором).
Укладку пластмассовых трубопроводов в траншею выполняют по двум основным схемам организации сварочно-монтажных работ - базовой и трассовой. При базовой схеме сварку труб выполняют вблизи объектного склада с предварительным соединением труб в секции длиной до 18 - 24 м и более, которые доставляют на трассу и там сваривают в плети или непрерывную нитку для укладки в траншею. При трассовой схеме трубы раскладывают вдоль траншеи и сваривают с применением передвижных сварочных установок в непрерывную нитку методом наращивания.
Укладка трубопроводов отдельными трубами. Перед укладкой трубы тщательно осматривают и отбраковывают. Трубы на берме траншеи часто сваривают в секции или плети, которые затем опускают в траншею на мягких полотенцах. В производственных условиях, особенно в зимний период, монтаж трубопроводов ведут из отдельных труб и соединяют их в траншее склеиванием или на резиновых кольцах методом наращивания.
Укладка звеньями (секциями) и плетями позволяет значительно сократить количество сварных стыков на трассе, повысить производительность труда, темпы прокладки трубопровода и качество работ.
Секции доставляют на трассу и раскладывают вдоль траншеи, а затем укладывают в траншею и там их соединяют. Иногда секции предварительно соединяют на берме в плети длиной 100 - 200 м, после чего их опускают в траншею. Подготовленную плеть в траншею опускают вручную (при небольшом диаметре труб) или с помощью кранов. Укладывать плеть в траншею допускается не ранее, чем через 2 ч. после сварки последнего стыка. Опускают ее в траншею плавно с помощью пеньковых канатов, мягких полотенец или ремней, располагаемых на расстоянии 5 – 10 м друг от друга, не допуская резких перегибов плети. Сбрасывать сварные плети на дно траншеи не допускается.
Прокладка пластмассовых трубопроводов больших диаметров (1000 мм и более) производится способом протягивания плети по дну траншеи или опускания подвешенных к крану труб. Способом протягивания укладывают трубопроводы в сухих грунтовых условиях. При этом сварочную установку стационарного типа и направляющие размещают в траншее, после чего трубу последовательно соединяют в непрерывную нитку. Отторцованные трубы спускают в траншею и укладывают на зажимы сварочной установки, затем их сваривают, после чего трубопровод протягивают вперед лебедкой или другими механизмами.
В плотных и твердых грунтах перед укладкой труб на дне траншеи необходимо устраивать постель из насыпного грунта слоем 10 см, а при укладке труб из ПВХ на искусственное (бетонное) основание устраивают песчаную постель. При засыпке этих труб над их верхом обязательно устраивают защитный слой из песчаного или местного грунта толщиной 80 см. Для уменьшения напряжения в пластмассовом трубопроводе или его деформации в летнее время рекомендуется перед засыпкой заполнять его водой, а засыпку производить в наиболее холодное время суток.

