 2014-02-24
2014-02-24 761
761При применении многоместных приспособлений погрешности приспособлений в процессе настройки станков скомпенсированы быть не могут. Они оказывают влияние на общее рассеяние размеров заготовок как случайные величины.
Погрешности положения заготовки в приспособлении
РАСЧЕТЫ ПОГРЕШНОСТЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
При установке и закреплении заготовки в приспособлении её положение относительно инструмента может оказаться неточным в связи с погрешностью изготовления и сборки самого приспособления, износа и неточности установки на станке. Для различных приспособлений такие погрешности составляют 0,005...0,02 и, суммируясь, образуют общую погрешность приспособления.
При однократном применении одноместного приспособления погрешность приспособления вызывает систематическую погрешность, которая может быть скомпенсирована при настройке станка. В этом случае при расчёте общей погрешности установки погрешность положения может не учитываться.
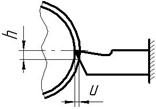
Погрешность в направлении оси Хо составляет (0,01...0,2) мм при конусе Морзе №0... №3 и (0,2...0,5) мм при конусе Морзе от №4 до №6. Угол поворота принимается равным погрешности половины угла конуса
 Погрешности, возникающие в результате размерного износа режущих инструментов
Погрешности, возникающие в результате размерного износа режущих инструментов
 В условиях нормального износа связь величины размерного износа с длиной пути резания определяется соотношением
В условиях нормального износа связь величины размерного износа с длиной пути резания определяется соотношением
Участок приработки можно заменить некоторой дополнительной длиной пути резания lдоп. Эту длину часто принимают равной 1000 м. И с учетом lдоп величину размерного износа можно определять по соотношению
 |  | ||||
 | |||||
При точении длина пути резания l определяется соотношением
 Приращение размера может происходить в связи с возрастанием силы Ру и, как следствие, в возрастанием упругого отжатия.
Приращение размера может происходить в связи с возрастанием силы Ру и, как следствие, в возрастанием упругого отжатия.








