 2014-02-24
2014-02-24 939
939Значения составляющих минимального припуска приведены в справочной литературе. Конкретные значения этих составляющих зависят от точности выполнения предшествующего и выполняемого переходов, точности установки заготовки на выполняемом переходе, материала заготовки и других факторов.
l При анализе конкретных переходов некоторые составляющие из общей формулы расчета могут быть исключены.
l Так, при обтачивании цилиндрической поверхности заготовки, установленной в центрах, погрешность может быть принята равной нулю и, следовательно,
 |
l При шлифовании заготовок после термообработки поверхностный слой необходимо по возможности сохранить, следовательно, слагаемое нужно исключить из расчетной формулы, т.е.
При шлифовании заготовок после термообработки поверхностный слой необходимо по возможности сохранить, следовательно, слагаемое нужно исключить из расчетной формулы, т.е.
 |
l При развертывании плавающей разверткой и протягивании отверстий смещения и увод оси не устраняются, а погрешности установки в этом случае нет. Поэтому
При развертывании плавающей разверткой и протягивании отверстий смещения и увод оси не устраняются, а погрешности установки в этом случае нет. Поэтому
l При суперфинишировании и полировании цилиндрической поверхности, когда уменьшается только ее шероховатость, припуск определяется лишь высотой микронеровностей обрабатываемой поверхности, т.е.
При суперфинишировании и полировании цилиндрической поверхности, когда уменьшается только ее шероховатость, припуск определяется лишь высотой микронеровностей обрабатываемой поверхности, т.е.
l Следовательно, при расчете минимального припуска следует учитывать конкретные условия обработки. В зависимости от этих условий некоторые слагаемые не учитываются, что позволяет уменьшить припуск и сократить расходы на обработку.
l Положительная часть допуска на заготовку для вала и отрицательная для отверстия в общий припуск не входят, но должны приниматься во внимание при определении режимов резания при обработке.
l Зная минимальный межоперационный припуск, можно рассчитать его максимальное значение
 |
где T i-1, T i - допуски на размер поверхности, установленные соответственно для предыдущего и выполняемого технологического перехода.
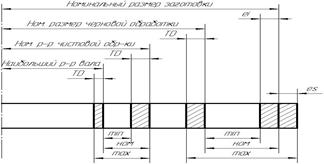
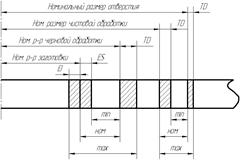
l Схемы образования промежуточных размеров при обработке наружных и внутренних цилиндрических поверхностей показаны на рисунках. Используя взаимосвязь между межоперационными припусками на обработку и полями допусков, устанавливаемых на промежуточные размеры, можно рассчитать предельные размеры заготовки при выполнении любого технологического перехода, используя следующие соотношения.
Для валов Dimax = Di-1max – 2Zimin – TDi-1;
Dimin = Di-1min– 2Zimin – TDi.








