2014-02-24
2014-02-24 2469
2469СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
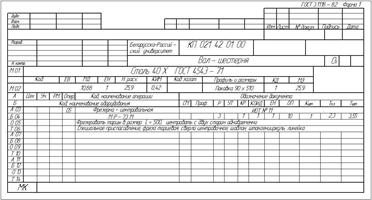
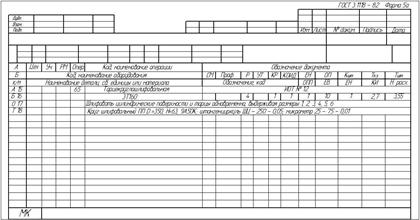
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (2-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (1-й лист)
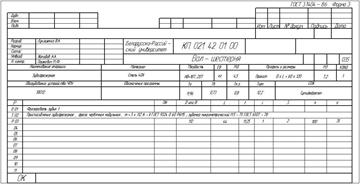
l Маршрутная карта единичного технологического процесса обработки резанием оформляется в соответствии с формами, которые приведены на рисунках.
l В маршрутной карте в строку с символом МО1 записывают наименование, сортамент, размер и марку материала, обозначение стандарта.
l В строку с символом МО2 записывают следующее:
- код материала по классификатору;
- ЕВ – код единицы величины (массы, длины,..), допускается указывать ед. измерения величины (кг, мм,..)
- МД – масса детали;
- ЕН – единица нормирования
- Н. расх – норма расхода материала;
- КИМ – коэффициент использования материала;
- Код заготовки по классификатору;
- Профиль и размеры исходной заготовки (габаритные размеры);
- КД – количество деталей, изготавливаемых из одной заготовки;
- МЗ – масса заготовки;
l В строку с символом А записывают:
- номера цеха, участка, рабочего места, операции;
- код операции, наименование операции (допускается код операции не указывать);
- обозначение инструкции по охране труда на данной операции (ИОТ №42).
l В строку с символом Б записывают:
- модель оборудования;
- СМ – степень механизации (можно не указывать);
- Р - разряд работы для выполнения операции;
- УТ – код условий труда (допускается не указывать);
- Проф. – код профессии (можно не указывать);
- КР – к-во рабочих, занятых при выполнении операции;
- КОИД – к-во одновременно изготавливаемых деталей;
- ЕН – единица нормирования (1, 10, 100);
- К шт - коэффициент штучного времени при многостаночном обслуживании;
-Тп.з – норма подготовительно – заключительного времени на операцию;
-Тшт – норма штучного времени на операцию.
l Маршрутная карта для технологического процесса сборки выполняется в соответствии с формой 2 по ГОСТ 3.1118-82.
l Формы применяемых на различных предприятиях машиностроения маршрутных карт могут отличаться, однако содержание помещенной в них информации остается одинаковым.