 2014-02-09
2014-02-09 1064
1064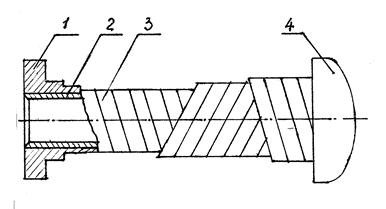
Рисунок 23.13 – Схема намотки спирально рулонированных обечаек
1 – фланец; 2 –гильза; 3 – лента; 4 – днище.
Технология изготовления спирально рулонированных обечаек разработана на заводе Уралхиммаш совместно с Иркутским НИИХиммаш. Запатентована в ряде стран, в том числе в США, Японии и ряде др.
Технология изготовления корпусов со спирально рулонированной обечайкой следующая. Откованные фланцевая часть и днище приваривают к гильзе толщиной 16–20 мм в соответствии с требованиями ОСТ 26-01-1341-75. Затем на токарном станке на фланце и днище протачивают уступы по толщине листа 5–6 мм, равные количеству витков. К уступу днища приваривают лист шириной 200–400 мм и под углом наматывают на гильзу (рис. 23.13). Конец листа приваривают к уступу фланцевой части. Слои наматывают коаксиально. Предварительный натяг создается натяжным механизмом. После намотки необходимого количества витков с внешней стороны обечайки устанавливают кожух из двух полуобечаек. Гильза изготавливается так же, как и при изготовлении рулонированных обечаек. Такая технология изготовления обеспечивает равную жесткость по высоте, меньшее количество сварочных работ, лучшее распределение кольцевых и осевых усилий.
ОСТ 26-01-1341-75. Качество наплавки контролируют внешним осмотром с применением лупы, увеличивающим размеры дефектов не менее чем в 4 раза.
Сварка царг между собой и приварка днищ, фланцев и других деталей выполняется электродуговой или электрошлаковой сваркой с соблюдением всех правил Госгортехнадзора. Смещение кромок по внутреннему диаметру не должно превышать 3 мм. Отклонение длины корпуса от номинального размера допускается в пределах ±0,3% от общей его длины, но не более ±75 мм. Искривление внутреннего цилиндра корпуса должно находиться в пределах 0,6 мм на 1 м длины, но не более 6 мм на всю длину – для корпусов, в которых устанавливают внутренние устройства; 2 мм на 1 м длины, но не более 30 мм на всю длину – для корпусов, не имеющих внутренних сопряженных устройств.
С внешней стороны на рулонированную обечайку устанавливают наружную обечайку (кожух), которая состоит из двух полуобечаек, радиус вальцовки которой должен быть равен или меньше начальной. Наружную обечайку с помощью стяжных приспособлений и оборудования медным молотком плотно прижимают к последнему слою намотки и сваривают продольный шов электродуговой сваркой. На кожух крепится бандажи, лестницы, площадки и пр.
После сборки, доустановки внутренних устройств корпус опрессовывают горячей водой давлением в 1,5 раза превышающим расчетное (рабочее). При этом давлении сосуд выдерживают в течение 3 часов, после чего давление постепенно снижают до расчетного, затем дополнительно выдерживают еще 1 час.








