 2014-02-09
2014-02-09 6772
6772Механизмы подавателей (затлов)
Механизмы подавателей в резальных машинах предназначены для перемещения продукции по столу машины и ее установки относительно плоскостей резания.
Основными требованиями, которым должны отвечать механизмы подавателей, являются:
– точная установка продукции;
– сокращение времени для установки стопы;
– уменьшение или полное исключение участия рабочего в установке продукции в зоне резания.
Подаватель одноножевых машин представляет собой угольник, прикрепленный к ползуну, движущемуся в продольном пазу стола машины.
Перемещение ползуна, а вместе с ним и подавателя со стопой может происходить с помощью ходового винта и гайки, соединенной с ползуном, или гибкого тягового органа – стальной ленты либо троса.
Таким образом, механизмы подавателей в одноножевых резальных машинах могут быть винтовыми или ленточными.
Подаватели могут быть с электрическим или гидравлическим приводом. Кроме того, всегда имеется ручной привод для точной установки стопы.
Для машин средних и больших форматов наиболее целесообразны и перспективны винтовые подаватели с гидроприводом. Они позволяют точно и быстро устанавливать стопу в положение, необходимое для обрезки без ручной доводки.
В любом случае винтовые системы работают точнее ленточных, хотя они сложнее и дороже.
На рис. 16 и 17 показаны подаватели ленточного и винтового типов.
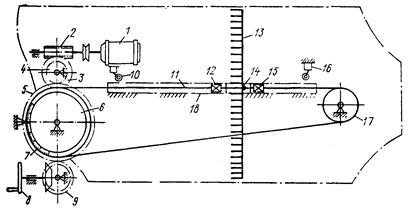
Рис. 16. Подаватель ленточного типа
От электродвигателя 1 (рис. 16) вращение передается червяку 2 и червячному колесу 3. На одной оси вместе с червячным колесом 3 находятся цилиндрическая шестерня 4, которая передает вращение большому зубчатому колесу 5. На одной оси с колесом 5 находятся приводной шкив 6 и размерная шкала 7. Шкив 6 охватывает тяговый орган – стальную ленту или трос 11, присоединенные двумя концами к ползуну 14, который находится в пазу 18 стола машины, и перекинутые через шкив 17. Соединение тягового органа с ползуном производится через регулировочные винты 12 и 15, которые служат для натяжки ленты или троса. К ползуну 14 крепится подаватель (затл) 13. Для выключения электродвигателя 1 в крайних положениях над столом установлены конечные выключатели 10 и 16.
Для точной доводки стопы в пределах нескольких миллиметров предназначен ручной маховичок 8, от которого вращение через конические и цилиндрические шестерни 9 передается большому зубчатому колесу 5.
Подаватель 15 (рис. 17) движется при помощи гидромотора 9 (или регулируемого электродвигателя). Вращение от мотора 9 через муфту 10 передается ходовому винту 14, на котором находится гайка 16, жестко связанная с подавателем 15. При перемещении вдоль винта 14 гайка 16 сообщает движение подавателю (затлу) 15, который в крайних положениях останавливается конечными выключателями 13 и 17.
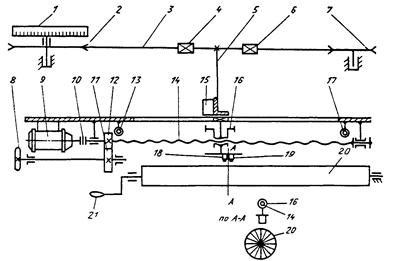 Рис. 17. Подаватель винтового типа
Рис. 17. Подаватель винтового типа
На небольшие расстояния подаватель 17 может передвигаться вручную маховиком 8, шестернями 11 и 12. Над ним находится круглая размерная шкала 1, на одной оси которой установлен шкив 2, через него проходит стальная лента 3. Лента 3 прикрепляется к подавателю 15 вертикальным стержнем 5 через натяжные устройства 4 и 6. Шкив 7 служит для направления ленты 3. При движении подавателя 15 лента 3 поворачивает шкивы 2 и 7 и размерную шкалу 1, на которой можно видеть расстояние от ножа до подавателя 15.
Под столом находится устройство для управления машины по заданной программе. В современных машинах механизм подавания связан с системой программного управления. Программа работы, т. е. резки стопы, зажимается на магнитном стержне 20, который содержит до 100 магнитных дорожек и может поворачиваться в положение, соответствующее заданной программе. Запись происходит при резке стопы вручную с помощью кнопки «Запись» и двух магнитных головок 18 и 19. При переходе на работу по заданной программе эти же головки производят считывание программы.
В современных резальных машинах применяются также программируемые микропроцессорные установки. В них вводится программа, содержащая данные о формате стопы и число резов, а также величины и продолжительность перемещений. Затем стопы укладываются на стол, а перемещение подавателя, включение прижима и ножа происходит от счетно-решающего устройства, в которое поступают сигналы о положении подавателя.
Назначение механизмов подавателя в трехножевой резальной машине то же, что и в одноножевых: они должны выравнивать продукцию по отношению к плоскости резания, перемещать в зону обрезки и устанавливать под ножами. Кроме того, подаватель исключает работу руками в опасной зоне под ножами, т. е. служит целям техники безопасности.
Механизмы подавателя в трехножевых резальных машинах обычно объединяются конструктивно с механизмом предварительного прижима, удерживающим стопу после выравнивания в процессе перемещения по столу машины. В состав механизма подавателя входит каретка, которая движется из исходного положения в позицию обрезки и обратно с остановками в крайних положениях. В исходном положении выстой каретки необходим для подачи и выравнивания блоков с последующей фиксацией их предварительным прижимом. В зоне обрезки во время выстоя каретки происходит опускание главного прижима на стопу блоков, при этом стопа не должна смещаться. Опускание предварительного прижима на стопу производится автоматически или вручную, а освобождение стопы в зоне обрезки после опускания главного прижима происходит только автоматически.
Рабочее и холостое перемещение механизма подавателя в трехножевых машинах происходит в напряженном режиме, который определяется малым временем срабатывания и относительно быстрым движением с переменной скоростью. Поэтому в механизме подавателя возникают значительные инерционные нагрузки.
Подаватель выстаивает в исходном положении, пока стопа блоков выравнивается и зажимается, затем движется к ножам, выстаивает там до момента перехвата стопы главным прижимом и возвращается назад. На все это отводится незначительное время, т. к. большая часть цикла используется на попеременную обрезку боковыми и передним ножами. Для движения подавателя обычно используют рычажные механизмы, работающие от кулака, так как его профиль позволяет получить необходимую длительность выстоя в крайних положениях, а рычажная система способна преобразовать перемещения ролика в большой ход подавателя.
При неправильной наладке машины может оказаться, что главный прижим зажмет подаватель. Поэтому рабочий ход подавателя происходит от воздействия кулака, а обратный осуществляется пружиной. Величина хода подавателя постоянна. Размер блоков регулируется подавателем, который должен менять свое исходное положение.
Механизм подавателя и механизм предварительного прижима движутся и работают совместно, хотя каждый из них управляется собственным приводным звеном.
Упрощенная кинематическая схема механизма подавателя и предварительного прижима для трехножевой резальной машины показана на рис. 18.
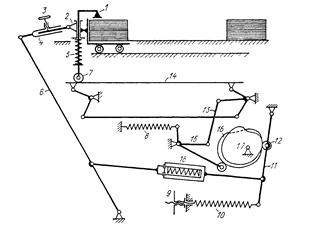
Рис. 18. Упрощенная кинематическая схема механизма подавателя и предварительного прижима для трехножевой резальной машины
Подаватель 2 движется составной тягой 4, соединенной качающимся рычагом 6. Качание рычагу 6 передается от кулака 17 через ролик 12, находящийся на рычаге 11, и звено с пружинным предохранительным элементом 18. Возврат подавателя 2 в исходное положение осуществляется пружиной 10. Для натяжения пружины 10 служит гайка 9. Составная тяга 4 может увеличиваться или уменьшаться по длине и скрепляться винтом 3. Предварительный прижим 1 управляется горизонтальной планкой 14, которая может подниматься и опускаться кулаком 16, рычагом 15, пружиной 8 и звеном 13. Пружина сжатия 5 распрямляется при опускании планки 14 и отрыве от нее ролика 7 и зажимает стопу блоков. При подъеме планки 14 за счет действия пружины 8 предварительный прижим 1 поднимается, а пружина 5 сжимается. Помимо предохранения механизма от поломки амортизатор способствует выбору зазоров в кинематических парах и тем самым повышает точность обрезки.
Работа на резальных машинах требует особого внимания и безукоризненного выполнения правил техники безопасности и охраны труда, так как травмы на этом виде оборудования могут быть весьма тяжелыми.
В конструкциях машин необходимо предусматривать средства активной защиты рабочего от производственного травматизма. Основные требования к устройству резальных машин:
– должна быть исключена возможность самопроизвольного включения машины и самопроизвольного опускания ножа под действием силы тяжести;
– лезвие ножа должно находиться выше рабочей поверхности балки прижима все время, кроме периода разрезки стопы, зажатой балкой прижима;
– машина должна автоматически выключаться при возврате ножа в крайнее верхнее положение (для одноножевых машин и для трехножевых, работающих в полуавтоматическом режиме);
– должна быть предусмотрена возможность легкой и весьма быстрой остановки машины в любой момент;
– привод ножа должен быть связан с системой защиты, выключающей машину;
– во время работы одноножевой машины обе руки рабочего должны быть заняты кнопочными или рычажными пусковыми устройствами, а при снятии любой из рук с этих устройств машина должна автоматически останавливаться;
– муфта включения и тормоз должны быть исправны и хорошо отрегулированы.
Резальные одноножевые машины наиболее опасны, так как рабочий вынужден перемещать продукцию непосредственно под ножом, устанавливая стопу перед резкой или убирая отрезанные части стопы. В этих машинах в зоне переднего стола предусматривается фоторелейная защита, которая одновременно включается с пуском муфты привода, то есть создается световой барьер. Если во время работы световые лучи будут перекрыты руками или другими предметами, то фотореле, воздействуя на привод, остановит машину. Все предохранительные, блокирующие и тормозные устройства всегда должны быть полностью исправны. Регулировка машины, смена марзанов, установка и съем ножей должны производиться только при полностью отключенной машине (электродвигателе).
Смена ножей должна производиться при опущенных в нижнее положение ножедержателях.
Перевозить ножи можно толькревянных футлярах с предохранительными зажимами.








