 2014-02-09
2014-02-09 1545
1545Приклеечные автоматы предназначены для присоединения к тетради с помощью клея различных дополнительных деталей: форзацев, иллюстраций, дробных частей тетради и т. д.
Соединение этих элементов с тетрадями может происходить приклеиванием внутрь тетради. В некоторых случаях для придания повышенной долговечности или значительного объема корешки тетрадей вместе с приклеенными деталями оклеиваются полоской бумаги или ткани. Машины, выполняющие операцию окантовки, или оклейки, тетрадей, называются окантовочными и относятся к группе приклеечных машин. Иногда они могут агрегатироваться с приклеечными автоматами.
В зависимости от характера выполняемых операций приклеечные автоматы разделяются на приклеечные, окантовочные и агрегатированные, выполняющие в различных сочетаниях несколько смежных технологических операций, начиная разрезкой рулонной форзацной бумаги, фальцовкой и рубкой форзацев и заканчивая окантовкой тетради.
Технологический процесс приклейки в различных приклеечных автоматах практически одинаков и состоит из следующих операций:
− вывод тетрадей и приклеиваемых к ним деталей из магазинов;
− транспортировка их в машине;
− выравнивание одного из двух склеиваемых полуфабрикатов;
− нанесение полоски клея на корешковое поле;
− совмещение и выравнивание второго полуфабриката;
− спрессовывание тетради с приклеиваемой деталью;
− вывод на приемное устройство.
Конструкция автоматов: самонаклады, клеевые аппараты, транспортирующие устройства, обжимные механизмы, приемно-выводные устройства.
Наиболее типичным представителем приклеечных автоматов является ТП-420-1, схема которого показана на рис. 37.
Тетради Т и приклейка Ф загружаются стопами в магазины 1 и 2. Присосы 12 отгибают корешковую часть нижней тетради или приклеиваемого полуфабриката, а качающиеся щипцы 13 выводят их на наклонный стол 6, по которому они перемещаются с помощью поводков цепного транспортера 7.
Полоска клея шириной 5−6 мм наносится на движущийся по наклонному столу 6 полуфабрикат вращающимся диском 5 клеевого аппарата 4.

Рис. 37. Схема построения приклеечного автомата ТП-420-1
Из следующего магазина к движущемуся по наклонному столу 6 полуфабрикату подается приклеиваемая деталь Т. Для получения отступа в корешке оба полуфабриката устанавливаются относительно друг друга на разной высоте направляющей 10.
Соединенные полуфабрикаты спрессовываются вращающимися роликами 8, выводятся на приемный стол 9 и ступенчато укладываются качающейся планкой 11; при этом корешковые поля тетради, к которым приклеены дополнительные детали, не касаются друг друга и не склеиваются.
Одним из наиболее трудоемких процессов при обработке тетрадей книжных блоков является вклейка внутрь тетради иллюстраций, таблиц и т. п., требующая предельной аккуратности, так как они должны приклеиваться с отступом 1−2 мм от корешкового сгиба и с точным совмещением с тетрадью по головке.
Приклеечный аппарат БВИ предназначен для вклейки иллюстраций в разъем тетради (рис. 38).
Стопа иллюстраций 2 укладывается на подъемный столик 1. Присосы 3 отделяют верхнюю иллюстрацию 2 от стопы и передают ее на транспортер 4 под прижимные ролики 5, которые опускаются и подают ее дальше. При движении по транспортеру 4 иллюстрация 2 доходит до передних жестких упоров, отжимая в конце своего хода рычаги конечных выключателей. Их срабатывание означает, что иллюстрация 2 подана и выравнена. Затем иллюстрация 2 приподнимается над транспортером передаточным столиком 7 и прижимается к нижней плоскости ножа 6. Для этого на передаточном столике 7 имеется вакуумная камера, благодаря которой иллюстрация 2 при подъеме присасывается к плоскости столика 7. После этого вакуум от столика 7 отключается и подается в нож 6, в результате иллюстрация 2 присасывается к нижней плоскости ножа 6. В это время клеевая планка 22, клей на которую попадает с клеевого валика 23, совершив качательное движение, наносит на иллюстрацию 2 полоску клея.
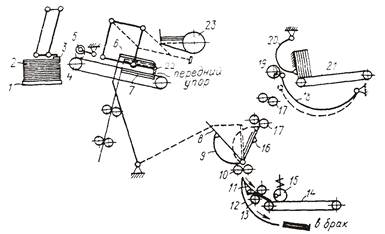
Рис. 38. Приклеечный аппарат БВИ
Затем клеевая планка 22 возвращается к клеевому валику 23, передаточный столик 7 опускается, а нож 6 с иллюстрацией 2 совершает качательное движение вперед к воронке, образованной неподвижной и подвижной 8 стенками с встроенными в них присосами 9 и 16. К этому времени из самонаклада поступает тетрадь, затем она раскрывается.
Тетради укладываются на транспортер 21 самонаклада, очередная тетрадь прижимается к стенке и присосами 20 подается под вращающийся валик 19. Прижимной ролик 18, совершая качательное движение, прижимает иллюстрацию 2 к валику 19 и подает ее в ролики 17.
Расстояние между роликами 17 регулируется в зависимости от формата тетрадей, подаваемых в воронку. В воронке тетрадь устанавливается по головке (сдвигается в сторону), после чего к ней подходит качающийся присос 9 и раскрывает ее, при этом одна половина отводится в сторону, а другая удерживается присосами 16 у неподвижной стенки. Раскрытие тетради контролируется микровыключателями, вмонтированными в подвижную стенку воронки. Если тетрадь не раскроется, то машина остановится. При нормальной работе, когда тетрадь раскрылась, нож 6 заканчивает движение и, вкладывая в тетрадь иллюстрацию 2, проталкивает ее в обжимные валики 10. Они втягивают тетрадь и проталкивают ее по переводной стрелке 11 к обжимным валикам 13. Далее тетрадь с вклеенной иллюстрацией 2 падает на выводной транспортер 14 и проходит под роликом 15 выделителя 50-й тетради.
Тетрадь отжимает один из роликов 13, в результате происходит замыкание конечного выключателя, сигнал поступает на счетчик готовой продукции, и электромагнит выделителя 50-й тетради поворачивает защелку, сдвигая нужную тетрадь в сторону.
При неподаче иллюстрации или ее переносе клеевая планка блокируется и клей не наносится. Машина при этом не останавливается, а тетрадь направляется в бункер некомплектной продукции.








