 2014-02-09
2014-02-09 5564
5564Различают круглопильные станки для предварительной торцовки досок по длине и окончательной чистовой торцовки.
В зависимости от характера подачи пилы и расположения ее относительно распиливаемого материала станки бывают с нижним расположением пилы, с верхним расположением и прямолинейным перемещением пилы или с шарнирно-рычажной подвеской пилы.
Торцовочный станок с прямолинейным перемещением пилы — ЦПА40. Кроме поперечной распиловки досок, брусьев и щитов, он служит также для выработки пазов. Вверхней части станка на подшипниковых опорах-роликах установлен суппорт. Колонка переставляется по высоте маховичком и крепится рукояткой. Пильный суппорт подается нажатием на педаль. К суппорту прикреплен электродвигатель, на вал которого установлена круглая пила. Заготовки базируются на столе с роликами, направляющей линейкой и торцовыми упорами.
Станки для чистовой торцовки деталей бывают конце-равнительные с одновременной обработкой двух торцов заготовки (Ц2К12-1, Ц2К20-1) и с фрезерными головками для выборки профиля на кромках щитовых деталей (Ц2К12Ф-1, Ц2К20Ф-1).
На станках для предварительной торцовки досок используют преимущественно плоские круглые пилы с разведенными зубьями. Когда требуется высокое качество раскроя, используют пилы с пластинами из твердых сплавов. Их используются для раскроя древесины, древесностружечных и столярных плит, оклеенных шпоном щитов, клееной древесины.
Для станков ЦПА40 и Ц2К12-1 пила должна иметь.начальный диаметр 400 мм, толщину 2,5 мм и 72 зуба. Перед установкой пилы проверяют качество ее подготовки. Осматривают состояние прижимной шайбы и посадочной шейки вала. Опорные поверхности шайб должны быть чистыми и перпендикулярны оси вращения шпинделя. Торцовое биение поверхности шайбы допускается не более 0,02 мм на диаметре 100 мм. Пилу надевают на вал электродвигателя и крепят гайкой. Пильный суппорт регулируют по высоте, чтобы зубья пилы располагались на 5-6 мм ниже рабочей поверхности стола. Настроечное перемещение осуществляют маховичком, при этом колонки совместно с суппортом поднимаются или опускаются. После настройки по высоте колонку фиксируют стопорным устройством.
-
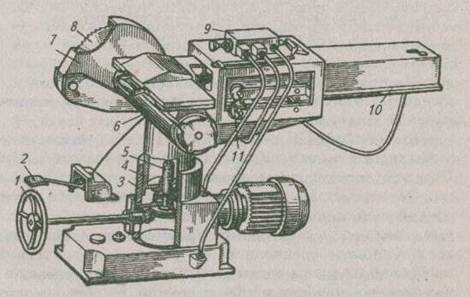
Рис. 53. Торцовочный станок ЦПА40:
1 — маховичок механизма установки суппорта по высоте, 2 — педаль включения подачи, 3 — стакан станины, 4 — колонка, 5 — &инт подъема колонки, 6 — электродвигатель, 7 — ограждение, 8 — пила, 9 — гидрораспределитель, 10 — суппорт, 11 — опорные ролики
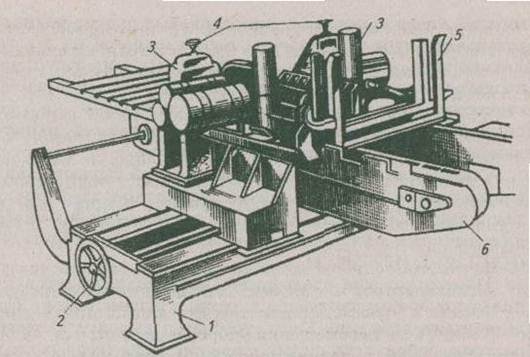
Рис. 54. Двухпильный конперавнитель Ц2Ю2Ф-1:
1 — станина, 2 — маховичок перемещения суппорта по горизонтали, 3 — пильные суппорты. 4 — маховичок вертикальной настройки, 5 — магазин-питатель, 6 — направляющая стрела
Рабочий ход пильного суппорта регулируется перестановкой упоров-ограничителей. Ограничители устанавливают в зависимости от ширины торцуемой доски, чтобы холостой пробег пилы был минимальным.
Затем следует размерная настройка станка. Различают торцовку по предварительной разметке и с установкой заготовки по шкале на направляющей линейке, или по упору. Опыт свидетельствует, что установка заготовки по меткам не обеспечивает получение точного размера и может применяться только для предварительной торцовки досок. Базирование заготовок по упору предпочтительнее.
Часто при торцовке деталей разной длины используют несколько упоров с ручным или автоматическим управлением. Упоры могут переставляться на заданную длину. Для точного перемещения упоров пользуются шкалой, прикрепленной к направляющей линейке или штанге. Расстановку упоров проверяют путем контроля длины деталей, полученных при пробной распиловке.
Скорость подачи в станках с гидроприводом регулируют изменением числа ходов суппорта в минуту. Число ходов устанавливают в зависимости от породы древесины и сечения заготовки. При торцовке древесины твердых пород используют меньшее число ходов суппорта, чем при раскрое древесины мягких пород.
Наладив станок и убедившись в свободном и правильном вращении пилы, приступают к пробной распиловке. Полученные детали должны удовлетворять следующим требованиям: отклонение от перпендикулярности торца к пласти и кромке детали допускается не более 0,2 мм на 100 мм длины; шероховатость поверхности резания должна быть не более 320-500 мкм. Перпендикулярность проверяют угольником.
Концеравнительные станки настраивают иначе. Подвижную колонку с конвейерной цепью и пильным суппортом перемещают на расстояние, приблизительно равное длине детали. Тогда в зависимости от толщины заготовки регулируют по высоте пильные суппорты и прижимные устройства, затем — положение пил на требуемую длину детали. После этого торцуют пробные заготовки и при необходимости поднастраивают станок.
Торцовочный станок обычно обслуживают двое рабочих. Станочник низшего разряда принимает с разборочного конвейера доску и ориентирует ее на роликовом столе. Включает привод роликов и следит за движением доски к станку. Второй рабочий принимает доску и подает ее к пиле.
Если станок с механизированной подачей пилы, поток раскраиваемых досок идет справа и станочнику удобнее находиться справа от пилы. Он прижимает доску к направляющей линейке и упору и, нажимая на педаль, включает подачу пилы. Доска должна быть перпендикулярна пиле, а кромка доски касаться направляющей линейки,.иначе не будет достигнута перпендикулярность торца. Второй рабочий должен следить за работой разборочного конвейера и своевременно включать или выключать его, ориентируясь на темп работы напарника.
При механизированной загрузке и выгрузке деталей станочник должен следить за правильной работой всех механизмов и своевременно регулировать их.
Станки для продольного раскроя. Для продольного раскроя пиломатериалов на заготовки применяют круглопильные станки с роликодисковой и конвейерной подачей. Станки с роликодисковой подачей служат для чернового раскроя. Станки с конвейерной подачей бывают однопильные прирезные и многопильные с пятью или десятью пилами.
Станок с роликодисковой подачей ЦА-2А предназначен для пиления кромок у необрезных досок или реек и продольного раскроя пиломатериалов на заготовки. Станок состоит из станины, шпинделя с пилой, стола и механизма подачи. Вальцы механизма подачи размещены под столом и незначительно выступают над его поверхностью. Сверху на станине смонтированы два качающихся рычага, на концах которых установлены передний зубчатый диск и задний рифленый ролик с расклинивающим диском увеличенного диаметра. Расклинивающий диск входит в пропил и разводит в стороны отпиливаемые части заготовки.
Для выпиловки деталей требуемой ширины служит переставная направляющая линейка. Станок позволяет устанавливать вторую пилу на расстоянии 10—50 мм от коренной. Если установлена вторая пила, на верхнем механизме подачи монтируют дополнительно передний зубчатый и задний расклинивающий диски.
Станки оснащают круглыми плоскими пилами с разведенными зубьями. Величина развода на одну сторону зубьев пил должна быть при распиловке древесины хвойных пород с абсолютной влажностью до 30% в любое время года — 0,50-0,60 мм, свыше 30% летом — 0,60-0,70 мм, зимой — 0,50-0,60 мм, твердых лиственных пород — 0,40-0,50 мм.
Диаметр посадочного отверстия пилы равен 50 мм. Пила должна иметь внешний начальный диаметр диска 400 мм, число зубьев 48 и толщину 2,5 мм. Целесообразно применять пилы с возможно меньшим диаметром, что повышает качество распиловки.
Наименьший диаметр принимают таким, чтобы зубья пилы выступали над заготовкой примерно на 10 мм.
Перед установкой пилу необходимо тщательно проверить. Необходимо также проверить состояние прижимных шайб и посадочной шейки шпинделя.
Пилу надевают так, чтобы зубья при вращении были направлены против подачи распиливаемого материала. Разность диаметров посадочной шейки шпинделя и отверстия пилы должна быть не более 0,1 мм. При значительных зазорах ось вращения пилы не будет совпадать с осью шпинделя, что вызовет радиальное биение зубьев и неудовлетворительное качество распиловки. После установки прижимной шайбы пилу закрепляют зажимной гайкой с резьбой, обратной вращению пилы.
При установке на шпинделе двух пил между коренной и второй пилой ставят набор шайб. Шайбы набирают так, чтобы общая толщина набора была больше ширины выпиливаемой детали на величину удвоенного развода зубьев на одну сторону. Пилы подбирают так, чтобы они имели одинаковый диаметр, толщину и развод зубьев.
Положение нижних подающих вальцов регулируют в зависимости от влажности и породы древесины. При распиловке древесины мягких хвойных пород величина выступа нижних вальцов над столом равна 2-3мм, твердых лиственных пород — 1-2 мм. Точность положения вальцов проверяют контрольным бруском и щупом.
При установке направляющей линейки перемещают ее на расстояние, равное ширине отпиливаемой детали. При этом пользуются шкалой мерительной линейки на столе станка. Направляющую линейку фиксируют в заданном положении маховичком зажимного устройства.
При нормальной работе всех механизмов распиливают пробные заготовки. Скорость подачи зависит от породы, толщины и влажности древесины. При распиловке досок лиственных пород толщиной 80 мм пользуются наименьшей скоростью подачи, мягкой древесины толщиной 20—30 мм — наибольшей. Скорость устанавливают рукояткой переключателя многоскоростного электродвигателя.
Многопильные станки отличаются от однопильных наличием блока пил, установленных на одном валу. Расстояние между пилами определяет толщину выпиливаемых деталей, а регулируется установкой между пилами шайб требуемой толщины.
Для распиловки доски на всю толщину и возможности свободной смены пил применяют «ныряющий» конвейер. Конвейер скользит по двум направляющим, которые имеют небольшой изгиб в зоне пильного вала и обеспечивают соответствующее углубление звеньев конвейера под пилами.
В прирезных станках с конвейерной подачей применяют круглые плоские пилы с разведенными зубьями. Величина развода зубьев пил должна быть при распиловке древесины хвойных пород с абсолютной влажностью до 30% в любое время года 0,30-0,50 мм, свыше 30% летом — 0,60-0,70 мм, зимой — 0,40-0,60 мм, твердых лиственных пород — 0,30-0,50 мм.
На прирезных станках можно использовать строгальные пилы, а также пилы, зубья которых оснащены пластинами из твердого сплава.
Устанавливают и закрепляют пилы на шпинделе прирезного станка так же, как в станках с роликодисковой подачей.
При работе строгальными пилами или пилами, оснащенными пластинами из твердого сплава, шпиндель станка должен удовлетворять повышенному требованию к точности вращения. Торцовое биение опорной шайбы допускается не более 0,04 мм на радиусе 50 мм. Пилу устанавливают на шпиндель так, чтобы ее вращение было направлено против движения конвейера.
Для обеспечения правильного базирования заготовки на конвейере оси роликов должны быть перпендикулярны направлению подачи. Отклонение устраняют, поворачивая конец оси каждого ролика вместе с ползуном, после чего ползун закрепляют болтом. Величину и направление поворота роликов определяют при распиловке пробных заготовок. Если пиленая поверхность будет выпуклой, концы осей роликов следует сблизить, если вогнутой — развести.
По высоте пилу регулируют, вращая маховичок настройки суппорта пилы. Зубья должны располагаться посередине продольной канавки конвейера, и не касаться ее дна.
Положение прижимного суппорта по высоте определяется толщиной распиливаемого материала. Чрезмерное давление прижимных роликов ведет к порче заготовки и преждевременному износу механизма подачи, а недостаточный прижим — к выбросу заготовки или неточной распиловке. Расстояние от конвейера до роликов должно быть на 2-3 мм меньше толщины заготовки. Прижимный суппорт настраивают вращением маховичка подъема суппорта, величину перемещения отсчитывают по шкале на станине.
При выборе скорости подачи круглопильного станка учитывают предельно допускаемую загрузку двигателя и заданную шероховатость поверхности пропила. Скорость подачи выбирают в зависимости от высоты пропила.
По мере затупления пилы или при распиловке твердой сырой древесины скорость подачи уменьшают.
При подготовке к работе и наладке многопильных прирезных станков все пилы, устанавливаемые на шпинделе одновременно, должны быть одного диаметра. Для станка ЦДК5-2 начальный диаметр пилы 400 мм, толщина 2,8 мм и число зубьев 36. Диаметр промежуточных колец должен быть равен диаметру прижимной шайбы.
Толщину колец выбирают в зависимостиот толщины выпиливаемой детали и величины разводана одну сторону пил.
После закрепления пил шпиндель регулируют по высоте с учетом расположения нижних зубьев пил над выемкой «ныряющего» конвейера с зазором 2-3 мм. Для распиловки необрезных досок направляющую линейку перемещают в крайнее правое положение и в работе не используют.
Круглопильнык станок для продольного раскроя обслуживают двое рабочих. Основной станочник кладет доску на стол и ориентирует ее относительно пилы так, чтобы обеспечивалось правильное направление реза. (Положение пилы на станках с закрытой пилой отмечено риской на кожухе прижимного устройства.)
Ориентацию выполняют с особой тщательностью, так как неправильное положение заготовки в процессе пиле-. ния исправить невозможно и получится брак.
Обрезные доски подают в станок, базируя их кромкой по направляющей линейке.
Потом заготовку двигают под прижимные ролики. После захвата конвейером заготовку надо придерживать, не изменяя направления ее движения.
Второй рабочий находится позади станка, принимает выпиленные детали, рейки и срезки, сортирует их, укладывает в штабель или контейнер. Если можно выпилить другую деталь из оставшейся части заготовки, ее возвращают для повторного пропуска через станок. Для этого служит возвратный конвейер, находящийся сбоку станка.
При распиловке пиломатериалов длиной более 3 м применяют роликовые столы, устанавливаемые позади и впереди станка. Уровень их рабочей поверхности должен быть на 10-15 мм ниже рабочей поверхности стола станка.








