 2014-02-12
2014-02-12 3833
3833Размоточные устройства предназначены для разматывания проволоки-заготовки перед волочильным станом с целью ее последующего волочения. В зависимости от того, в каком виде поступает проволока для дальнейшей переработки: в мотках (бунтах) или на катушках большой вместимости (до 1000 кг и более), конструктивно разматывающие устройства разделяются на три типа:
- размотка с вращающихся фигурок;
- размотка со стационарно установленных кронштейнов, консо
лей;
- размотка с устройства пинольного типа для установки кату
шек.
К размоточным устройствам предъявляются требования:
- обеспечение равномерного схода проволоки-заготовки без за
путывания и под определенным углом;
- возможность регулирования силы натяжения в зависимости от
диаметра проволоки;
- возможность сваривания концов проволоки без остановки во
лочильного стана;
- обеспечение безопасной работы обслуживающего персонала;
- механизация загрузки разматывающих устройств;
- возможность использования больших скоростей схода проволо
ки с разматывающих устройств для обеспечения скоростного и
высокоскоростного волочения проволоки.
При размотке проволоки из мотков, уложенных на вращающуюся фигурку, положительным преимуществом является то, что проволока., сматываясь с фигурки, не закручивается вокруг своей оси, что важно при волочении проволоки фасонного профиля по сечению. Но при больших массах мотка и большой частоте вращения фигурки из-за неточной балансировки мотка относительно оси вращения возникают большие центробежные силы инерции, которые вызывают быстрый износ подшипниковых опор, а следовательно, и частый их ремонт. На вращающихся устройствах можно разматывать проволоку толстых и сред них размеров. Сварка же концов проволоки без остановки фигурки, а следовательно, и волочильного стана невозможна, поэтому увеличивается время, затрачиваемое на ручные операции.
При установке мотков проволоки на кронштейнах имеется возможность сваривания концов проволоки при работающем стане. Но при этом способе разматывания проволока, сходя с кронштейна, получает осевое закручивание за каждый виток на один полный оборот, т.е. на 360°. Проволока подходит к первому волокодержателю стана волнистой. Чтобы уменьшить степень волнистости, кронштейны устанавливаются на значительно большем расстоянии, чем вращающиеся фигурки, от волочильного стана, что увеличивает производственные площади.
Для предохранения самопроизвольного схода витков и их запутывания на кронштейне устанавливается специальный рычаг, задерживающий витки силой собственной массы. Нижний рычаг также препятствует виткам произвольного схода. Каждый снимаемый виток приподнимает рычаги и они, ударяясь о свои опоры, издают стук-хло пок. Несколько таких работающих разматывателей создают в цехе дополнительный шум в виде периодических ударов.
Разматыватель в виде подвески для двух бунтов одновременно транспортируется краном или кран-балкой из отделения для подготовки поверхности проволоки к волочению в волочильное отделение. Общая грузоподъемность подвески до 1.5 т. Пока с одной подвески идет разматывание, на второй подготавливается конец бунта для сварки с задним концом первого бунта.
Размотка проволоки с катушки в настоящее время имеет самое большое распространение и, где это возможно, заменяет размотку из бунтов. Так как масса проволоки на катушках большой вместимости в несколько раз больше массы мотка, значительно сокращается ручное время на замену заготовки. Улучшаются условия транспортировки и хранения проволоки, уменьшается возможность запутывания витков, а следовательно, снижаются отходы металла. Практически возможна любая скорость сматывания, необходимая при волочении, работа размоточного устройства бесшумная.
Размоточное устройство имеет две самостоятельные стойки с вращающимися пинолями. Одна из пинолей должна иметь перемещение
вдоль своей оси для обеспечения установки катушек различных по своей ширине. Так, например, на одном разматывающем устройстве могут применяться катушки размером 630, 800 и 1000 мм по диаметру диска. Для большегрузных катушек предусматриваются грузоподъемные устройства, обычно гидравлического типа. Для обеспечения торможения катушек, для создания натяжения сходящей проволоки имеется тормозное устройство колодочного или ленточного типа, позволяющее регулировать силу натяжения проволоки в зависимости от ее диаметра.
В некоторых случаях фрикционные тормозные системы работают недостаточно плавно и устойчиво. Поэтому в этих случаях в качестве тормоза устанавливают электродвигатель, работающий в генераторном режиме и создающий плавное торможение. Величиной нагрузки на электродвигатель-генератор можно в широких пределах регулировать силу натяжения проволоки, сматывающейся с катушки.
Важным элементом разматывающих устройств, особенно с мотков, является наличие конечных выключателей, предназначенных для отключения волочильного стана в случае запутывания витков проволоки и ее затяжки, а также при окончании мотка проволоки. Они устанавливаются между размоточным устройством и волочильным станом.
Управление конечным выключателем осуществляется поворотным рычагом-скобой, через которую пропускается проволока. На некоторых волочильных станах устанавливаются петлевые компенсаторы, которые за счет удлинения или укорочения петли проволоки согласуют работу размоточного устройства с волочильным станом, также предохраняя обрывность проволоки.
На рабочей площадке размоточных устройств устанавливаются ножницы для обрезки концов перед сваркой. Проволока тонких и средних диаметров может быть обрезана механическими ножницами, устанавливаемыми на острильных аппаратах. Для более толстого диаметра от 0.8 мм и более широко зарекомендовали себя в работе ножницы с гидроприводом с силой резания до 150 кН (15 тс), имеющие автономную станцию со всем необходимым оборудованием. Рабочее давление в гидросистеме достигает 16 МПа (160 кгс/см2).
Размоточные устройства с катушек AVS 630T и AVS 800T
Размоточные устройства указанных типов предназначены для разматывания проволоки-заготовки перед волочильным станом с катушек диаметром 315-630 мм на AVS 630T и диаметром 500-800 мм для AVS 800T. Максимально допустимая масса проволоки для первого устройства до 700 кг, а для второго - до 1200 кг.
В сварном корпусе1 (рис.4.1) расположены две рычажные опо¬ры 5 и 7. Опоры перемещаются поступательно по оси 4 при помощи ходового винта 6 с левой и правой резьбой, вращающегося вручную от штурвала 3. Зажимные конусы 9 имеют специальную форму, учиты¬вающую размеры отверстий катушек различных диаметров. Для подъема катушек со станины, после зажатия их конусами, служит эксцентри¬ковый механизм 2 с приводом от рукоятки-рычага 8. Опуская рычаг до горизонтального положения, катушка устанавливается в рабочее положение. На одном из конусов установлен тормозной шкив 10, ра¬ботающий по принципу ленточного тормоза, и регулирование натяже¬ния сходящей заготовки производится винтом Т-образной формы.
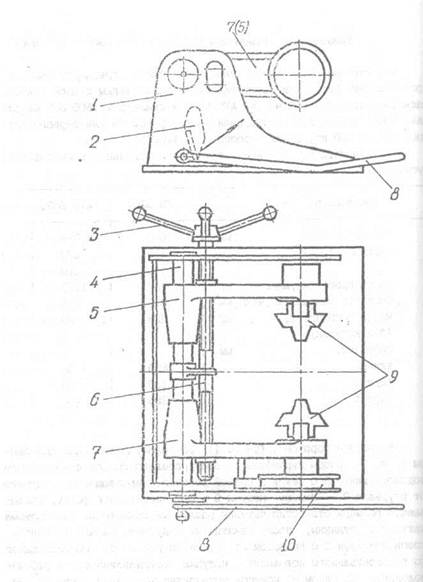
Рис.4.1. Размоточное устройство AVS 630T и AVS 800T
Намоточные аппараты для волочильных станов
Намоточные аппараты, устанавливаемые в одной линии с воло¬чильными станами, предназначены для наматывания проволоки готово¬го размера на катушки большой вместимости: 250, 500 и 1000 кг, а иногда и более. Благодаря большой вместимости катушки по сравне¬нию с массой мотка на чистовом барабане волочильного стана, обыч¬но не превышающей 70-80 кг, увеличивается производительность ста¬на за счет сокращения числа его остановок для съема готовой про¬волоки, т.е. увеличивается доля машинного времени и сокращается время на ручные операции.
Намотанная проволока на катушках легко разматывается без запутывания при последующих технологических процессах, например при перемотке проволоки на зарядные катушки в канатных цехах. В результате уменьшается количество отходов при перемотке.
На станах блочного типа намоточные аппараты являются само¬стоятельными агрегатами, работа которых должна быть строго согла¬сованной с работой волочильного стана, точнее скорость намотки проволоки на катушку должна быть синхронизирована со скоростью ее движения с чистового барабана.
Намоточные аппараты, как самостоятельные агрегаты, имеют ин¬дивидуальные приводы, которые должны обеспечивать широкий диапа¬зон скоростей намотки в соответствии со скоростями волочения про¬волоки на волочильном стане. Привод намоточного аппарата должен обеспечивать постоянное и равномерное натяжение проволоки при ее намотке на катушку и по мере увеличения диаметра намотки. Во вре¬мя пуска волочильного стана не должно быть слабины проволоки, ина¬че произойдет проскальзывание витков проволоки на чистовом бараба¬не волочильного стана и, как следствие, обрыв проволоки. Аналогич¬но, при останове стана, торможении не должно быть чрезмерного на¬тяжения проволоки между катушкой и чистовым барабаном.
4.3. Намоточный аппарат НК-1/2600М
Намоточные аппараты типа НК-1/2600М конструкции ВНИИМЕТМАШ
 устанавливаются в технологической линии совместно с волочильными станами типа ВСМ-1/650, ВСМ-1/750 и ВПТ-5/750 и предназначены для намотки готовой продукции на катушки вместимости до 2600 кг. Общий вид намоточного аппарата НК-1/2600М помещен на рис.4.2. Конструкция намоточного аппарата представляет собой самостоятельный агрегат с индивидуальным приводом, синхронно работающим с приводом волочильного стана. Основными узлами являются: привод от электродвигателя 5 переменного тока; четырехскоростная коробка передач 6; укладочный механизм винтового типа 4; гидравлический подъемник катушки; гидравлический привод пинолей 14; откидная предохранительная защита 9, сварочно-наждачная установка 3.
устанавливаются в технологической линии совместно с волочильными станами типа ВСМ-1/650, ВСМ-1/750 и ВПТ-5/750 и предназначены для намотки готовой продукции на катушки вместимости до 2600 кг. Общий вид намоточного аппарата НК-1/2600М помещен на рис.4.2. Конструкция намоточного аппарата представляет собой самостоятельный агрегат с индивидуальным приводом, синхронно работающим с приводом волочильного стана. Основными узлами являются: привод от электродвигателя 5 переменного тока; четырехскоростная коробка передач 6; укладочный механизм винтового типа 4; гидравлический подъемник катушки; гидравлический привод пинолей 14; откидная предохранительная защита 9, сварочно-наждачная установка 3.
Готовая проволока, сходящая с чистового барабана 1 волочильного стана, проходит через направляющий ролик укладочной вилки-каретки 13 и поступает на катушку 8. Приемная катушка устанавливается в пинолях, вращающихся в подшипниковых узлах качения. Конус 15, закрепленный на выходном валу редуктора 6 имеет кулачковый поводок, который входит в зацепление с выступами или отверстиями на диске катушки и приводит тем самым катушку во вращение.
Опора-бабка 14 имеет привод от гидросистемы, в результате чего конус имеет возвратно-поступательное движение в корпусе опоры зажимая или освобождая катушку.
Под катушкой находится гидроподъемник, предназначенный для подъема порожней катушки при установке ее в конуса, а также при освобождении намотанной катушки.
Равномерная укладка проволоки на катушку производится винтовым укладочным механизмом 4, реверс вращения винта которого осуществляется при помощи электромагнитных муфт (см. рис. 4.2).
Управление как волочильным станом, так и намоточным агрегатом производится с пульта 7 и пульта 12 в зависимости от характера производимой технологической операции по пуску и останову всей технологической линии.
У чистового блока волочильного стана имеются педали 11 заправочной скорости агрегата и педали 10 заправочной скорости катушки. Все электрооборудование смонтировано в шкафу 2.
Маслонасосная станция 3 типа 5/8 АГ48-32 служит для гидропи
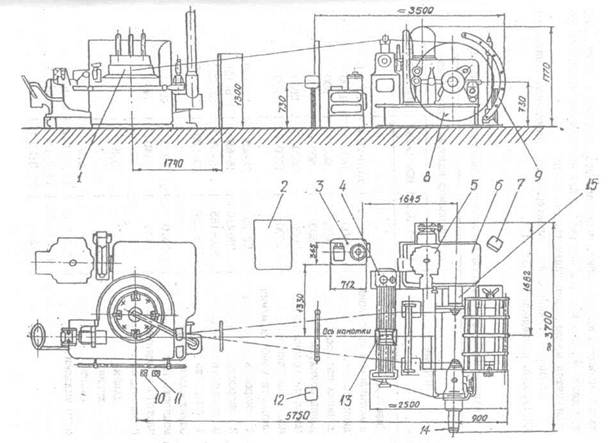
Рис.4.2. Общий вид намоточного аппарата HK-I/2600M








