 2015-01-30
2015-01-30 1442
1442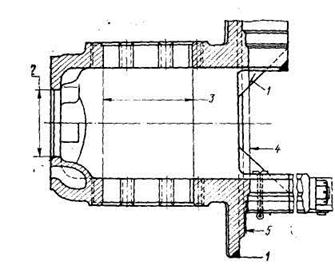
Рис. 5.8. Основные дефекты картера редуктора заднего моста
В процессе разборки картер редуктора не должен разукомплектовываться с крышками подшипников дифференциала, так как они обрабатываются совместно.
Обломы на фланце, захватывающие менее половины отверстия под болты, устраняют наплавкой. Трещины, не захватывающие отверстий под подшипники, устраняют заваркой. Остальные обломы и трещины являются выбраковочными признаками.
Изношенное отверстие под подшипник ведущей конической шестерни более 140,08 мм восстанавливают вибродуговой наплавкой или гальваническим натиранием с последующей обработкой под размер рабочего чертежа. Возможна также постановка ДРД. При этом картер редуктора устанавливают и закрепляют в приспособлении на горизонтально-расточном станке, растачивают отверстие до 148.0+0,1 мм, выдерживая глубину (3±0,1) мм под буртик втулки. В расточенное отверстие запрессовывают втулку с буртиком, подрезают торец заподлицо с основным металлом и растачивают отверстие под размер рабочего чертежа.
|
|
|
Отверстия под гнезда подшипников ведущей цилиндрической шестерни, изношенные до 0 более 135,08 мм, восстанавливают вибродуговой наплавкой или гальваническим натиранием (допускается постановка ДРД) с последующей обработкой под размер рабочего чертежа.
Износ отверстий под подшипники дифференциала до 130,08 мм устраняют вибродуговой наплавкой по следующей технологии: растачивают отверстие до 137,0 мм, снимают крышки, не обезличивая их, обваривают гнезда подшипников на картере и крышках (сварку ведут не менее чем в два слоя постоянным током обратной полярности, сила тока 200…240 А, электроды — 034-1 0 5 мм), не доводя сварочный шов до плоскости разъема на 10… 12 мм. Затем припиливают плоскость разъема, как на картере, так и на крышке, устанавливают крышку на место и растачивают отверстия борштангой под размер рабочего чертежа.
Повреждение или износ резьбы под гайку подшипника дифференциала М135×1,5 — 6Н устраняют вибродуговой наплавкой с последующей расточкой и нарезанием вышеуказанной резьбы. Допускаются также расточка отверстия до 0 136.3+0,2 мм и нарезание ремонтной резьбы M l38×1,5 — 6Н.
После восстановления картер редуктора должен отвечать следующим основным техническим требованиям:
– непараллельность оси отверстий под гнезда подшипников ведущей цилиндрической шестерни относительно оси отверстий под подшипники дифференциала не более 0,05 мм на длине 100 мм;
– а относительно торца сопряжения со стаканом подшипников ведущей конической шестерни не более 0,06 мм на длине 100 мм;
– неперпендикулярность оси отверстий под гнезда подшипников ведущей цилиндрической шестерни относительно торцов сопряжения с фланцами гнезд подшипников ведущей цилиндрической шестерни не более 0,06 мм на длине 100 мм;
|
|
|
– расстояние между осью отверстий под гнезда подшипников ведущей цилиндрической шестерни и осью отверстий под подшипники дифференциала должно быть 190,45…190,55 мм.
Полуоси.
Полуоси изготавливают у автомобилей ЗИЛ и КамАЗ из стали 45 РП, HRC 52…58 (в зоне Б); у ГАЗ — из стали 40, HRC 42 не менее; у МАЗ — из стали 38ХГС, HRC44…50.
Основными дефектами полуосей являются (рис. 5.9):
1 — погнутость полуоси;
2 —износ шлицев по толщине;
3 —износ конусных отверстий под разжимные втулки;








